M型磨床电气控制系统的PLC变频调速的设计方法

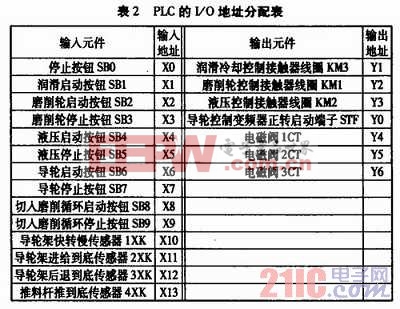
2.2 PLC的I/O地址分配
变频器选用日本三菱FR—E500系列变频器,PLC选用日本三菱FX系列FX2N-48MR型PLC。
根据图1所示M1050型无心磨床的一个工作周期,磨床的实际切入磨削循环是由3个液压电磁阀的不同工作组合实现的,三个电磁阀分别是1CT、2CT、3CT,例如,导轮架的慢进是由2CT、3CT同时接通实现的,推料杆的推料是由1CT接通实现的。磨床的切入磨削循环如表1所示。本文引用地址:https://www.eepw.com.cn/article/162351.htm

注:0表示工作,-表示停止。
每个工序之间的转换是由光电传感器的信号或定时器决定的,光电传感器共有4个,分别是:导轮架进给快转慢传感器1XK,导轮架进给到底传感器2XK,导轮架后退到底传感器3XK,推料杆推到底传感器4XK。
如上所述,确定PLC的I/O地址分配如表2所示。
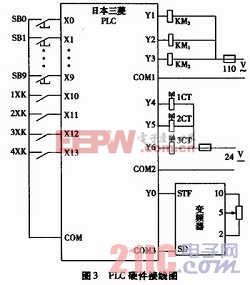
2.3 PLC硬件接线图
根据图2和表2所示内容,设计出PLC硬件接线图如图3所示。






评论