基于C70数控系统的柔性加工程序开发研究

一个读取PLC 梯形图程序中的相关信息的宏程序就是对这些系统变量进行定义后,将其组合起来。据此编制的
“读取PLC 程序中的相关数据寄存器数据”的宏程序如图3:
9100(程序号)
N10 #100100=1----------------指定读取D元件(数据寄存器)
N20 #100101=1201-----------指定读取的元件号(D1201)
N30 #100102=2---------------指定读取字元件的字节长度(16bit)
N50 #100=#100110-------变量#100110是被读取(D1201)的数值
N60 #100101=1202-------------指定读取的元件号=D1202;
N70 #102=#100110------变量#100110是被读取(D1202)的数值
…………
N150 #100101=1209---------------指定读取的元件号=D1209
N160 #118=#100110------变量#100110是被读取(D1203)的数值
N100 M99
在宏程序9100中,用系统变量连续 读出了PLC 程序中的D1201,D1202,…….D1209 中的数值。 宏程序中的第N20,N60,N150程序段都是设定数据寄存器的编号,在设定了这些编号后,系统变量#100110就是对应该数据寄存器的数值,然后将其赋值到:“公共变量#100,#102,#104”中,这是宏程序P9100的 关键。
“公共变量#100,#102,#104”可以在显示屏上显示,这样可以将其与设置的数据相比较。验证设置数据与PLC程序和宏程序的正确性。而主加工程序可以完全使用这些变量编程。
将宏程序和主加工程序组合起来,就实现了一套加工程序对应不同规格产品的柔性加工要求。
4.2 实用的柔性主加工程序
经过以上处理: 可以编制主加工程序如图4:
P100 (程序号)
N5 G65 P9100----------------------------------调用宏程序9100;
N3 M96 P9100----------------中断指令生效(设定中断宏程序号)
N10 G90 G0 X0.Y0.-----------------X轴Y轴运动到起点位置;
N30 G90 G1 X#100Y#102 F#104-----------X轴Y轴运行到“1工位”
N40 G90 G1 X#106 F#108---------- X轴运行到“2工位”
N50 G90 G1 Z#110 F#112----------- Z轴运行到“3工位”
N60 M97 ----------------------------------中断指令无效
N100 M30 -------------------------------------程序结束;
主加工程序在开始的第N5步就调用“宏程序P9100”,先读出#100,#102,#104的变量值,在下面的程序中就可以引用这些值做定位数据。
这样就实现了只用一套加工程序来完成对不同规格的零件的加工。
用户在使用该机床加工时,只需
( 1). 预先在GOT上设置各不同规格零件的加工参数;
(2). 选择加工零件号;
(3). 试切后对加工参数进行修改;
(4). 再次启动加工程序;
5.在线修改参数
如果在自动加工程序执行一半的过程中,操作者在GOT上修改了某一加工参数,并且要求修改后的参数在后续程序中立即生效。
从程序P100来看,对变量的处理是在程序P100开头的宏程序中,如果在自动加工程序执行一半的过程中,操作者修改了某一参数,修改的参数并不生效。只有在重新从头执行程序P100后,修改的参数才生效。
这在实际操作中显然是不能满足客户要求的。不可能要求操作者重新开始执行程序,特别对大型程序更不可能在执行到一半时又从头开始执行。
在线修改参数并立即使其生效的办法是使宏程序P9100再运行一次。由于宏程序P9100仅仅只是计算程序,所以几乎是瞬间完成,不影响后续程序的执行。
而运行宏程序P9100的方法就是使用“中断指令—调用宏程序”功能。该功能是C70系统的一项特殊功能------在系统自动运行过程中,如果从外部发出一信号驱动“中断指令”,则“中断指令”=ON后,就停止执行主程序,转而执行预先指定的“宏程序”,待宏程序执行完毕后,再继续执行主程序。
为了在线修改参数并立即使其生效,可以用“参数设置完毕确认”按键作为“中断指令启动”信号,该信号就调用执行宏程序P9100,由于宏程序P9100仅仅只是计算程序,所以几乎是瞬间完成,不影响后续程序的执行。
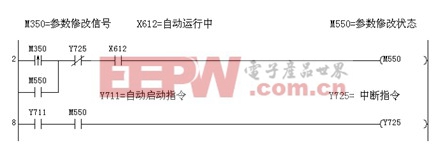
图5 中断指令的调用
在图5 所示的PLC程序中,Y725就是“中断指令启动”接口,驱动Y725=ON,中断指令生效,同时启动执行中断宏程序。
第2步开始,M350为“参数修改完成”信号, M550为“参数修改完成状态”。只有在“自动运行中X612=ON” 和M350=ON才可以进入“M550=ON参数修改完成状态”.
一旦参数修改完成,重新启动程序运行时,(Y711=ON,则Y725=ON, 中断指令启动。由中断指令启动中断宏程序P9100运行一次。
而中断指令的生效区间和中断宏程序号由M96和M97 指定。参见图4 程序中的第N3 步和第N60 步。
通过开发使用中断宏程序插入功能,实现了加工参数的“即改即用”功能,当然,不停机修改参数有危险性,应该停机修改参数然后重新启动。
6. 结语:
通过将触摸屏技术,PLC 编程技术和数控系统的宏程序结合起来而开发出得柔性加工系统,操作简单,方便实用,极具人性化,经过装机使用一年,效果很好。受到使用单位的赞许。









评论