基于C70数控系统的柔性加工程序开发研究

1. 专用连杆加工机床的工作要求
某机械厂制造的专用连杆加工机床配置三菱C70数控系统。该机床加工对象是不同规格的连杆,不同规格的连杆形状相同而尺寸不同,但其加工路径和顺序是相同的。操作者要求使用一套加工程序对应不同规格的加工对象。当加工对象改变时,只需要在触摸屏(以下简称GOT)上选择“零件号”即可。简言之,就是要求该加工机床为柔性的加工机床。
操作者还要求在加工进程中或试切过程中,各加工参数可以随时修改,修改后参数必须立即生效。
2. C70数控系统的解决方案
根据客户的工作要求和C70数控系统的功能特性,经过综合分析,决定采用如下的了解决方案:
(1) 主加工程序中对应不同规格产品的加工参数,如零件的直径,长度,宽度,进给速度全部用变量表示。不同规格的零件对应一组不同的变量。
(2) 不同规格的零件对应的不同的加工参数预先通过GOT设定。
(3)零件号的选择通过GOT选定。
(4)在PLC 梯形图程序中编制“不同零件选择不同加工参数”的程序。
(5)通过宏程序读出PLC 梯形图程序中“被选择的加工参数”。将加工参数设置为变量。这一节是重点。
(6)主加工程序使用“变量”运行。
(7)使用“中断功能”使在主加工程序运行过程中修改的参数立即生效。
3. PLC梯形图程序编制
3.1 利用GOT 进行参数的预置和零件选择
C70 数控系统是配有GOT的数控系统,因此可以很方便的在触摸屏上预先设置不同规格的零件的各种加工参数。如表1所示,D101—D110 为1# 零件的1—10 号加工参数。D201—D210 为2# 零件的1—10 号加工参数。其余如表1 所示。
在GOT 上还必须预先设置“零件选择”画面。
表1. 在GOT上设置的参数
零件号 | 在GOT上设置参数的数据寄存器 | 宏程序对应的加工参数寄存器 |
1 | D101---D110 | D1201= 1#加工参数 |
2 | D201---D210 | D1202= 2#加工参数 |
3 | D301---D310 | D1203= 3#加工参数 |
4 | D401---D410 | D1204= 4#加工参数 |
5 | D501---D510 | D1205= 5#加工参数 |
6 | D601---D610 | D1206= 6#加工参数 |
7 | D701---D710 | D1207= 7#加工参数 |
8 | D801---D8110 | D1208= 8#加工参数 |
3.2根据“加工零件选择加工参数”的PLC梯形图编制
在PLC梯形图程序中,用“零件选择”信号来选择某一组加工参数。如图1 所示,M201---M208 为8种不同规格的“零件选择”信号。当M201=ON,选择1号零件的加工参数,将D101 中预置的数据送入“D1201”中,当M202=ON, 选择2号零件的加工参数,将D201 中预置的数据送入“D1201”中,其余类推。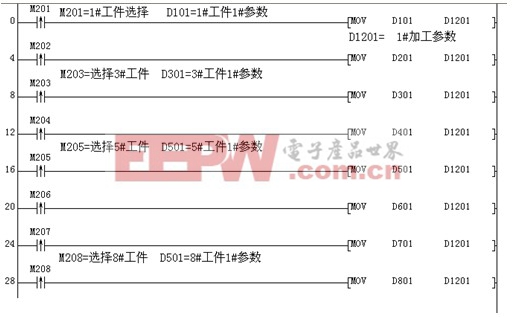
图1 选择工件并传送加工参数
D1201是供加工程序使用的1#加工参数。而其余的2#--9# 加工参数也可以用同样的方式设置。只是要注意“零件选择”信号必须使用脉冲信号,即该信号只执行一次传送数据,当选择其他零件时,就送入新的数据。
这样通过PLC梯形图程序就完成了“对应不同的加工零件选择不同的加工参数”这一要求。
但是把PLC梯形图中的数据送入CNC加工程序使用,还必须使用宏程序读取数据的方法。
4. 使用“宏程序读取PLC 程序中的相关数据”
4.1读取PLC 程序中的相关数据的宏程序
把PLC程序中的数据变成CNC 加工程序中可以使用的变量必须使用三菱CNC 中的一种特殊功能:即-------“宏程序读取PLC 程序中的相关数据”功能。
为了使PLC梯形图程序中的信息与CNC中加工程序互相交换使用,在三菱CNC 系统中使用了一批系统变量,这批系统变量专门规定为对应PLC梯形图中各软元件的数据,在使用宏程序读取PLC 程序中的相关信息时可以使用这些系统变量,其中有关的系统变量定义如图2:
#100100--------指定读取PLC程序中的软元件类型
#100101---------指定读取的元件号
#100102 -------指定读取字元件的字节长度
#100103-------指定读取元件的“位”
#100110--------被读取软元件的数值









评论