VERICUT6.2在UG NX4.0中的应用


图8. 修改坐标系属性
技巧:在选择这个保存了的坐标系时,尽量靠近坐标系原点并稍微停留几秒钟后就可选中。
3.3.6 选项界面参数的设置如图4右
注意:1. 在机床类型下拉选项中,选择的是后处理器,倒如:Fanuc_18i
2. Attach Component Name中建议不要输入任何值
3.Program Zero From Component、Program Zero To CSYS、Type CSYS name or、Select from list,这些选项是用于设置VERICUT中的加工坐标系,如图9所示
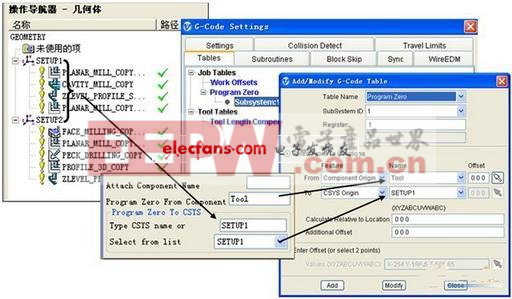
图9. 工坐标系
3.3.7 设置模板:激活SETUP1程序组,单击Browse,选择SETUP1工序所使用的机床模板文件,同样激活SETUP2程序组,重复3.3.4和3.3.5的操作,对SETUP2工序进行相关设置。
3.3.8 使用后置处理器生成NC文件,或手动添加NC程序文件,选择的NC程序文件只能是*.ptp文件。当选择Automatically Output NC Program选项时,通过在选项中选择的机床类型,可生成相应的NC程序。
3.3.9 选择Output Files按钮,输出仿真数据文件。
3.3.10 选择Run VERICUT按钮,启动VERICUT,进入VERICUT后就可以看到如图10所示的界面。

图10. VERICUT界面
图中最上面是件标题和版本号, 下面是下拉菜单区, 再下是WINDOWS 的图标区,这是所有软件的基本功能。左边竖栏是项目树,用于选择机床、控制器、坐标系、刀具文件、NC程序等。中间大的区域左边是NC 校验功能,右边是NC 机床运动仿真,最下面是提示栏和状态栏。按下状态栏的执行按钮,就可以对U G环境下生成的刀轨进行仿真了。仿真结果如图11。

图11. 仿真结果
注意:在仿真时常常出现找不到刀具文件的错误,此时请确定在VERICUT中的NC Program中是否为图12所示的设置,点击Use Tool List可查看此时刀具列表与刀具号的对应关系。因从NXV传过来的刀具列表中的ID号是以UG中创建的刀具名称而存在(如图13),而程序中调用的是刀具号。

图12

图13
四、结束语
本文通过UG NX数据接口配置,描述了运用接口技术,采用人机交互界面,自动进行工件参数、刀具参数等数据的传递,避免了二次输入这些信息时人为的出错及重复的工作,我们可以非常方便的验证我们的NC程序,以及机床运动干涉检查,有效的保证产品质量和提高了编程效率。








评论