一套高精度的交流伺服定剪系统的设计方案

在卷筒流水线的板带生产企业中,如扎钢、铝铂、卷筒纸等,其裁切系统,许多企业基本上还在沿用以前的直流或交流变频组成的闭环控制系统,其裁切精度虽能达到基本的要求,但往往不是很高,随着社会的发展,生产企业精益求精,对提高自身的品牌形象也日显重要。鉴于此,本文介绍了一款高精度的交流伺服定剪系统的设计方案。经验证,本方案所设计的这套系统,稳定性和精度都较以往有了大大的提高,在减少了损失的同时还满足了客户对产品越来越高的要求。
本文引用地址:https://www.eepw.com.cn/article/267224.htm1系统设计原理
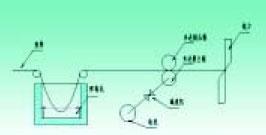
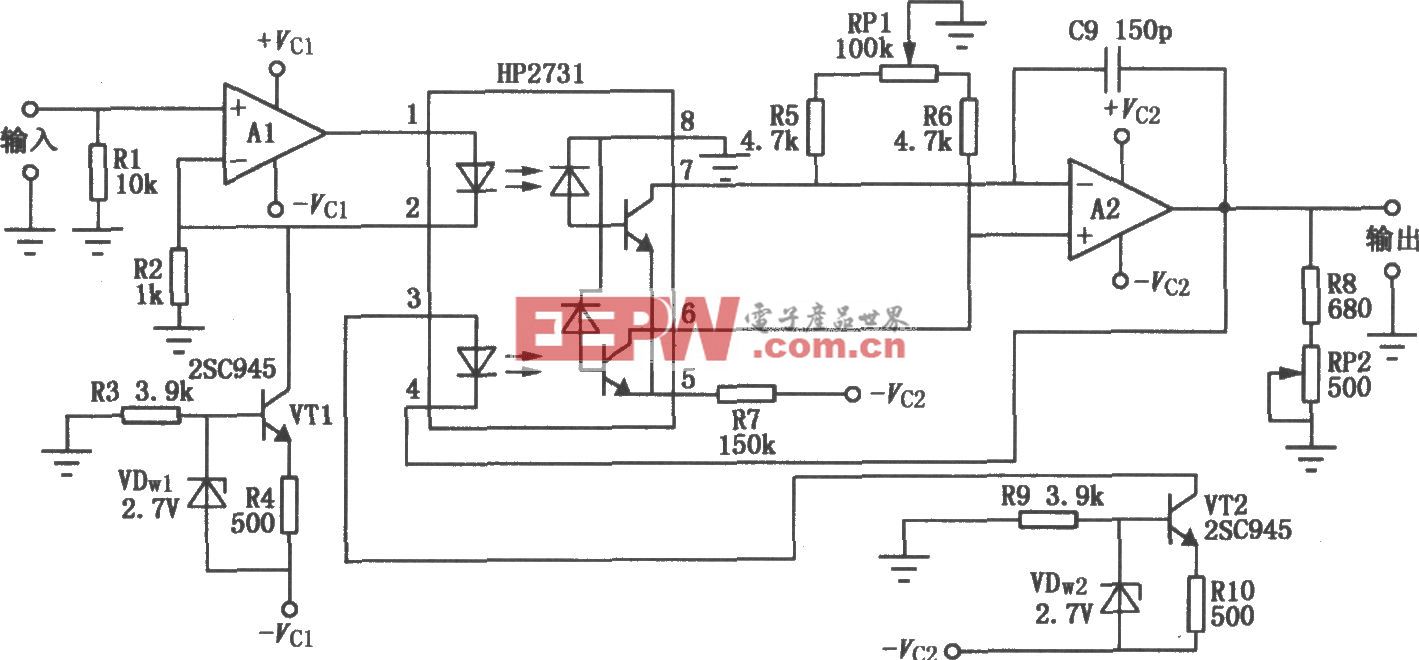
图1:康尔达公司的交流伺服定剪系统
假设要裁切的长度为S,主动辊的周长为L,主辊转过的圈数N(或者说角度),则S=LN,这是一个线性方程,也即S和N成正比,假设减带机齿轮的变比为K,则可求出S和电机转过圈数X,S=L*X/K.此式说明S和X仍为一个线性方程,为此要取得需要的长度S,只需控制住电机转过的圈数。在原系统中采用变频器、PLC、编码器和高速计数模块来组成控制系统,其中PLC给定值(长度对应的脉冲量)送入变频器驱动电机运转,电机运转又带动编码器旋转产生脉冲,反馈回高速计数器送入PLC和原给定值比较,直到相等时停止电机的运行。实际使用中此系统虽然通过调整变频器的方式,引入第一、二加减速时间来减少电机的惯性,使电机在极慢速成爬行时停车。但此系统的精度仍不可能很高。其缺点:
(1)编码器和电机不同轴、不是一体;
(2)电机停车要用抱闸来刹车,而抱闸的快慢和力量对精度都将产生影响。而利用交流伺服系统后这两方面
2系统硬件设计
■操作台-由主令电器控制定尺系统的自动和手动,由8421编码的拨码开关提供所需要的裁切尺寸。
■PLC-采用FX1N-40MT,该PLC具有成本较低,且带有所需要的高速脉冲输出,一个PLC单元能同时输出2点100KHz脉冲,该PLC配备有7条特殊指令,包括零返回、绝对位置读出、绝对或相对驱动以及特殊脉冲输出控制,抗干扰能力也较强,且编程方便,使用面广,采购方便。
■伺服电机和驱动器-伺服电机采用松下伺服电机MDMA202A1G,此电机带有同轴高精度的旋转编码器,该编码器为增量式2500p/r,分辩率:10000;驱动器采用松下MDDA203A1A和伺服电机组成的系统具有很好的控制性能,此系统稳定性好,设置好参数后不用再人工干预,可靠性高,基本上不用维护,因此也不存在维护费用。
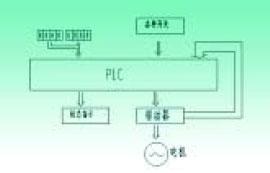
图2:控制系统硬件图
2控制系统软件
因采用的是三菱FX1N-40MT,用其附带的FXGP/WIN软件进行梯形图语言编程,非常直观,易理解,整个程序简洁,且与驱动器的通讯方便,只需较简单的接线便可完成。
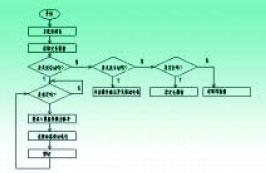
图3:程序设计框图
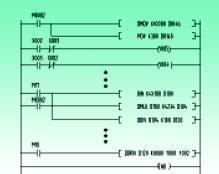
图4:程序测试图
3使用交流伺服的优点
■运转平稳,低速时也不会出现振动;
■控制精度高,交流伺服的控制精度由电机轴后端的旋转编码器保证;
■响应速度快,加减速时间均可在极短的时间内完成;
■能恒力矩输出,不受转速的影响;
■具有较强的过载能力;
■交流伺服驱动系统自身组成闭环,控制更可靠。
4结束语
本方案所设计的这套系统,稳定性和精度都较以往有了大大的提高,不仅减少了损失,而且还满足了客户更高的要求,经济效益显着。同时也为今后的推广积累了经验,再接下来的几年里我司相继更改了其他的流水线,较低的成本取得了很好的效果。后来也在同行中得到了认同和推广,后来上的线全部都采用了该类似的系统,而摒弃了原来的变频夹送方式。

伺服电机相关文章:伺服电机工作原理





评论