压力仪表全自动检定和校准系统的开发应用

本文介绍了我公司选用高性能压力控制器作为基础,通过软件程序实现高精密压力调校多校准点控制,结合目前普遍应用在智能仪表的 HART通信协议,开发出的智能压力仪表全自动校验系统的结构、性能以及应用情况。
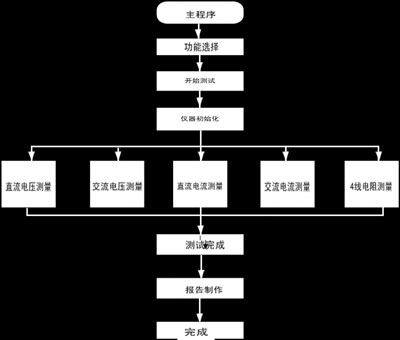
全自动校准和检定系统是针对压力仪表校准和检定工作开发的,包括了硬件和软件两部分,围绕功能需求和实现这个核心,系统做了相应的配置。
硬件配置
为了适应全自动过程控制的需求,关键硬件设备必须具备网络通信接口和相应的功能,系统关键设备包括了压力控制器、数据采集器和工控机。

在压力仪表校准过程中,输入的压力是作为标准信号源提供的,校准和检定点是确定的量程理论分割值,因此控制压力必须达到规定的精度才能满足需求。同时,为了实现过程自动化的目的,控制器必须具有按照预置值完成自动控压功能,即所谓的控制精度。目前工业级压力检测仪表最高精度为 0.075%,标准输入源的压力控制精度最低要求是 0.05%。
精密压力仪表随着可用量程的扩大造成允许误差增加,限制了其可用下限,选用时要兼顾精度和应用范围二者的关系,即在必须符合控制精度要求的同时,满足应用压力范围要求。
本系统采用 GE公司的 PACE6000压力控制器作为核心设备,它是 GE公司生产的新一代模块化、高精度的压力控制器和指示仪,具有可编程测试程序选项,提供了在仪器本身内部自动创建、存储并执行多种控制程序的功能,以及针对自动化测试系统和试验台的应用平台,单台设备配置两个压力控制模块,精度达到 0.005%,在满足工程应用 0.05%的基础上应用范围可拓展十倍,因此选用低、中压两种模块配置一个压力控制器可以实现从微压到中压的范围要求。

评论