大型飞机装配中的数字化测量系统分析和研究

国外装配技术的发展非常迅速,采用先进数字化技术来实现其精准装配,大量使用了数字化定义模型和光学测量定位技术、设备。国内飞机制造和装配方面还较薄弱,主要是因为在很高装配精度要求下没有系统的研究和运用,没有形成一套完整的体系。因此本文将详细论述大型飞机数字化装配中的数字化测量系统(Digital Measurement System,DMS)。
数字化测量系统的特点与原理
数字化测量系统是利用数字化设备和技术,以计算机控制来完成自动、快速、精准的测量目的、任务和工作的一套组织体系。其作用和优势主要包括以下几点:
(1)具有可进行大型测量工作的能力。这对于当今飞机、宇宙飞船、运载火箭等飞行器的尺寸在不断增大的状况,更有价值。
(2)虽然DMS比较复杂、成本较高,但是其使用生命周期长,长期运用在高成本的飞行器制造业中,从整个周期成本算来,其成本反而得到极大的节省。
(3)能够简化工装,使之具有更强的通用性和柔性。如应用激光跟踪仪实现无定位件装配方案。
(4)能够完成更加复杂的形位测量任务。其动态实时测量能力可以完成多目标点位置数据的同时反馈与控制。
DMS采用的数字化测量设备有激光跟踪仪、摄影测量仪、雷达扫描仪和iGPS等。它们的测量原理都是通过控制被测物体的6个自由度来确定其空间位姿的。在装配设计和制造过程中,在产品或工装的主要平面上预先设计出3个光学工具点(Optical Tooling Points,OTP),并给出该产品或工装在正确位置上时这3点的理论坐标值,再由数字测量设备测量这3点,并通过计算机计算出各点的实际坐标值。由于实际值和理论值之间存在误差,适当调整装配对象的位置使测量实际值逐渐逼近理论值,当每个点的实际坐标值达到设计给定的理论坐标值的公差范围内时,即确定了产品或工装在装配中的空间正确位置。
数字化测量系统工作时还需坚持4个原则,即3-2-1原则、自由度分离原则、公差分配原则和主要平面选取原则。
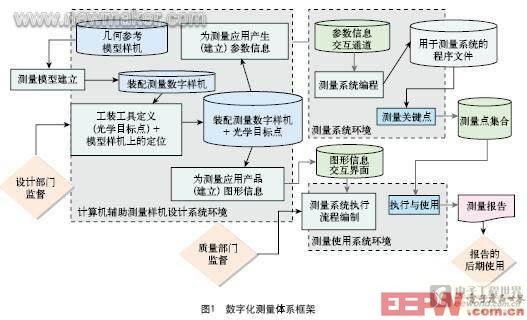
DMS将计算机、数字化测量设备和其他各种软硬件,以及数字化测量手段融为一体,共同工作完成装配任务。其在装配中的应用原理如图1所示。从该工作流程框架图中可以看到,DMS大致包含三大块内容:
三维扫描仪相关文章:三维扫描仪原理
评论