基于西门子PLC的煤气回收控制系统

1 引言
焦炉煤气回收系统主要由煤气柜和减压站组成,在实现了焦炉煤气的回收再利用的同时,还对节能环保及稳定用户管网压力起到了重要作用。基于西门子PLC的回收控制系统主要包括气柜的油泵控制、柜内压力控制、柜容控制、活塞速度控制、减压站的自动减压、工艺参数显示等功能。
2 硬件配置
2.1 控制站
气柜控制站选用siemens s7-400h plc冗余控制系统。包括两个414-4hcpu,2块冗余电源模板,2块冗余cp443网卡。正常运行时一台cpu(主)参与控制,另一台cpu(备)通过同步模块与之同步,当检测到主cpu、机架、电源、通讯等故障发生时,备cpu立即投入控制而不影响生产控制的连续性。
气柜控制站采用了远程i/o模式www.cechina.cn,根据i/o点的实际数量配置了2个et200m智能远程i/o站,远程智能i/o站与控制器采用冗余profibus总线通讯。减压控制站选用siemens s7-200 plc控制系统,并安装人机界面用于本地操作和设置相关参数。减压控制站使用em277与气柜控制站实现网络通讯,气柜控制站为系统主站。
2.2 系统网络
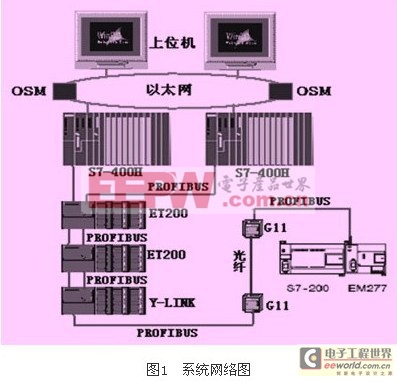
整个系统网络分为现场级、控制级、监控级三级,系统网络结构如图1。现场级使用profibus dp冗余现场总线进行通讯,主要实现s7-400h主站和远程智能从站之间的数据传输,采用西门子双绞线传输速率高达12mbps。控制级实现s7-400 plc和s7-200plc之间数据交换,使用profibus dp总线进行通信,s7-400 plc冗余profibus dp总线与s7-200plc单总线使用y-link转换模块进行总线自动转换,总线使用光纤介质传输,通讯速率快。监控级采用西门子sclancs交换机构成冗余的工业以太网环网,实现工程师站(es)、操作员站(os)与现场控制站(as)的连接通讯,通讯速率可达100mbps,2台操作站与as站共形成4条冗余iso协议连接,提高了系统网络可靠性。
2.3 hmi
hmi(人机接口)是生产操作人员对生产过程实施监控的窗口。本例使用两台热备方式的操作员站,其中一台同时作为工程师站,操作员站的热备提高了系统的可靠性。hmi硬件系统采用研华工控机并配置了具有数据冗余功能的cp1613网卡,软件使用西门子wincc组态软件。hmi实现了对工艺参数的集中显示、故障报警、数据记录、设备操作。







评论