欧姆龙定位控制器在高速走丝线切割机的应用

随着晶片、磁性材料等新材料应用的不断发展,已经广泛用于太阳能电池、下一代照明光源、纳米元器件等一系列高新技术领域的基础材料。针对这类新材料的切割与加工设备,目前主要依赖进口,其中控制器作为其核心技术,不同于一般的数控系统,因此成本过高。为了提高产品竞争力,现在国内一家民营公司采用欧姆龙cj1w-nc413定位控制器,利用其多功能速度控制、高速响应等特点,并结合欧姆龙w系列驱动器,在高速走丝线切割机得到很好的应用。
系统说明
工艺说明
线切割系统的磨削原理是使用自由研磨剂而非固定的研磨剂,因此往复式切削系统比传统的单向切削系统具有一定的优势。对于同种材料来说CONTROL ENGINEERING China版权所有,系统可以有更大的行程和线的移动速度,只有通过线的往复运动www.cechina.cn,才能达到理想的研磨效果。连续的供线系统和旧线回收系统,可以避免线的破损,还可促使线的张紧以保证切削线的刚性,这有利于保持切片精度,同时,最大限度的利用切削线可以有效降低消耗。动作过程示意图如图1所示。
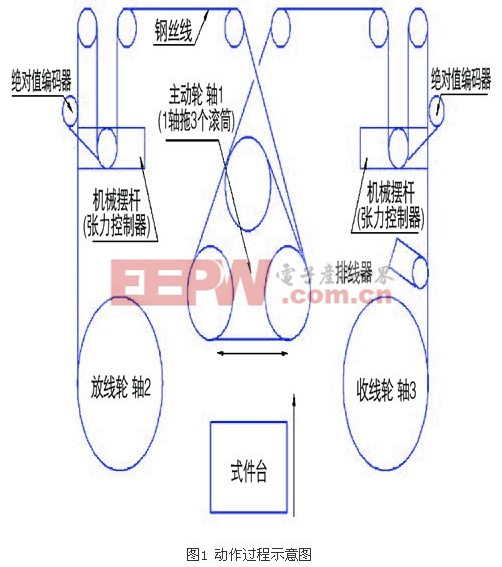
系统说明如下:
主动轮 主轴1:轴1(1.8kw伺服驱动器)带动3个套有钢丝线的滚筒,通过高速往复运动,对工件台的工件进行切割加工;
放线轮 从轴2:轴2 进行钢丝线放线www.cechina.cn,跟随主轴运行线速度与轴1 保持同步;
收线轮 从轴3:轴3进行钢丝线收线CONTROL ENGINEERING China版权所有,跟随主轴运行线速度与轴1保持同步,通过收线牵引轮(即排线器)均匀收线。
设计要求
系统设计要求如下:
钢线线行程:1400mm(一往复);
钢丝线往返频率:30~60次/min;
钢丝线线速度(60次/min时):
84m/min(0~140m)正弦变化)(钢丝线周期1min60个来回时,0~140m/min正弦变化);
钢丝线进给:0~15m/min。
控制难点
系统控制难点:
钢丝线在高速往复运行中的张力控制,必须保持张力稳定;
在线实时调整从轴2、3的速度,从而与主轴1保持线速度同步;
钢丝线收放线均匀。
欧姆龙解决方案
通过控制钢丝线在切削过程中的线速度恒定从而保持钢丝线的张力稳定,通过cj1w-nc413的jog速度控制方式控制伺服正反转运行。




评论