影响数控飞剪机动态剪切精度的诸因素实验研究

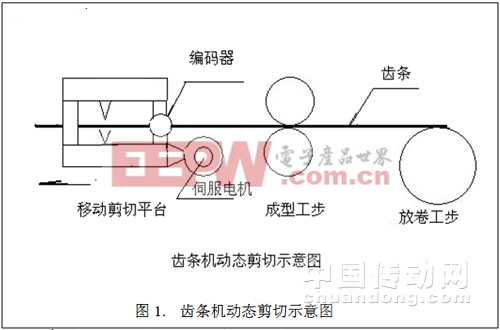
①放卷工步由变频器驱动实施钢带放卷。
②成型工步完成冲齿和成型。
③移动剪切平台(以下简称移动平台)完成对齿条的剪切。
本文讨论的是“移动剪切平台对齿条的动态剪切过程及其各影响因素”。
1.1移动剪切平台对齿条的动态剪切过程
⑴齿条的运动
齿条的运动速度由成型工步的速度决定。成型工步由变频器驱动。其速度是一确定值。
⑵移动平台由数控系统的伺服电机驱动。移动平台上装有编码器和冲切模。由编码器对齿条的长度进行数齿计数。由冲切模实施动态冲切。
⑶动态冲切
①在正常工作时,齿条由成型工步驱动以规定的速度运行。齿条进入移动平台后,安装在移动平台上的编码器对齿条的齿数进行计数,当计数信号到达“启动计数值”时,数控系统发出伺服电机正向启动信号。
②移动平台正向移动跟随齿条运动速度,当计数信号到达“齿长计数值”时,此时移动平台速度已经与齿条运动速度相等,系统发出冲切信号切断齿条。
③移动平台正向停止,反向运动回到起点。等待下一次冲切循环。
1.2移动平台控制系统的构成
(1)控制系统主控单元三菱FX1S-20MR。FX1S-20MR负责接收编码器计数信号,发出移动平台启动信号,冲切信号,正向停止信号、反向启动信号。
⑵移动平台的伺服电机是数控系统中的一个伺服轴。其正向启动/停止,反向启动/停止信号由主控单元三菱FX1S-20MR发送至数控系统。
⑶编码器为国产编码器,每转32脉冲。对应于齿条是每齿1个脉冲。脉冲信号接入FX1S-20MR。
2.移动平台的动态冲切模式分析
在编制完成移动平台的PLC程序和设置伺服电机的相关运行参数后,对齿条进行了试切。以5条为一组试验了各运行参数。其结果是移动平台运行节拍符合生产要求,但齿条长度长短不一。试验了各种参数仍然没有得到满意结果。为此必须对移动平台的冲切方式及影响冲切精度的各因素进行仔细的分析,找出影响冲切精度的主要原因。
2.1移动平台的动态冲切模式分析
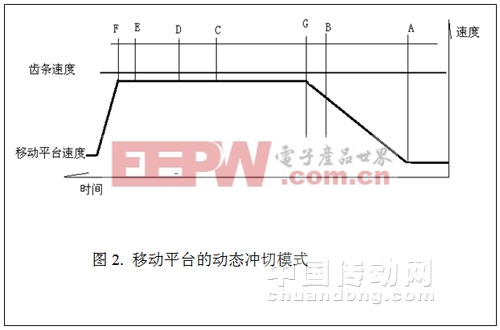
移动平台的动态冲切过程如图2所示:
(1)A-B阶段:
齿条进入移动平台后,安装在移动平台上的编码器对齿条的齿数进行计数,当计数信号到达“启动计数值”时,数控系统发出伺服电机正向启动信号。
移动平台启动加速运行,当“齿条行程”与“移动平台行程”之差=跟随行程,即图2的B点,系统发出计数完成信号(已经达到标准剪切长度)。

伺服电机相关文章:伺服电机工作原理



评论