PLC在乳品厂净乳过程中的应用
关键词:PLC 净乳 大排渣 小排渣 溢流
1 概述
随着科学技术的发展和人类社会的不断进步,越来越多的乳制品在我国市场出现,不断满足人们的需求。但这些乳品从内在品质上良莠不齐;除了其他的因素外,净乳这道工序的好坏,起着十分重要的作用,直接影响产品的质量。我们设计研制开发的净乳机控制器系统,与国外现使用同类型的产品相比较,具有操作直观、方便,控制准确、性能价格比较高,价格便宜等优点。并已经通过现场运行,开始走向产品化的进程。
2 系统工艺流程
现代化的乳制品企业中,净乳是十分重要的生产工序。它可以将产品中的机械杂质去掉,同时也可以除去尘埃,细胞碎片等,有效的控制了原奶的洁净度。净乳机的工艺过程设置,主要由五个部分组成:启动、预热、循环、产品、CIP等组成;动作由大排渣,小排渣,溢流组成。而每个部分,动作不相同;启动、预热: 对净乳机来说,接收启动系统的信号,完成电机的星—角转换等动作,在初始状态下,系统进行一次大排渣;循环:净乳机只完成本身定期的小排渣动作;产品状态下:净乳机除了本身定期的小排渣之外,还定时接收远程控制器发出的大排渣和溢流命令;CIP:在此状态下,净乳机定时接收并完成远程控制器的大排渣和溢流命令。
2.1 关碗水和开碗水
关碗水和开碗水动作:开碗水主要是打开腔体,对净乳机腔体进行清理,关碗水是通过水的压力,将腔体托起如图2:在系统运行过程中,可以在固定时间内,发出脉冲关碗水动作,满足系统按时补水的要求。
2.2 大排渣、小排渣及溢流
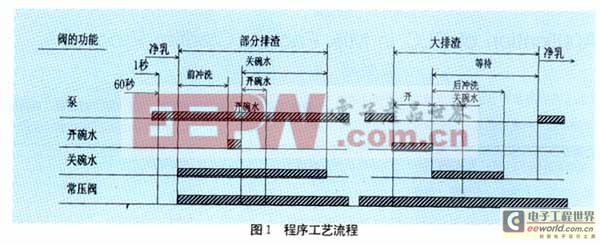
如表1,大排渣、小排渣的动作是由开碗水、关碗水的两个电磁阀动作组合。小排渣的主要任务:相对短时间对设备进行清理。其动作时序,如图l,关碗水的动作是由前冲洗,后冲洗构成。部分排渣是开碗水动作;大排渣的主要任务:固定时间由远程控制器发送给控制器,对设备进行清理。相对小排渣而言,是几次小排渣后,大排渣是对净乳机腔体进行的较为彻底的清理。溢流是对腔体上部和管道的清理,通过定时对备压阀的关闭(憋压)来实现。这三个动作时间可在面板上设定。在自动状态下,是由远程控制器来发出此命令。小排渣,大排渣也有一定的区别,小排渣时,挣乳机照样进料,而大排渣时,由于对净乳机的转数影响较大,需关闭进料阀,等待净乳机的转数提高到一定程度后,再打开进料阀。此时间可以设定。
3 系统结构组成
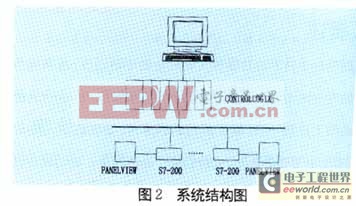
一般来说,高品质的净乳系统,除了具有准确的温度处理和合理工艺结构外,还需要完备和可靠的控制功能结构。目前,净乳机的控制一般采用分散就地的控制方式,难于集中控制,不利于统一进行生产管理。而此系统设计上采用上、下位机控制,组成多控制器集中控制网络系统。可以在上位机画面上对净乳机状态进行设定,还可以显示净乳机的工作状态,重要参数的历史趋势图和对相关数据的保存,便于操作,实时控制和监视净乳的运行过程。
如图2,集中控制器选择CONTROLLOGIX5550系列,该控制器易于和现有PLC系统集成,不仅具有先进的通信和输入、输出能力,而且可同时提供顺序、过程及运动控制功能,模块化的系统使用户方便地设计、装配和修改。现场就地净乳机控制器系统采用SIEMENS公司较为成熟SIMATIC S7—200系列CPU224处理器。该处理器集成14INPUT/10OUTPUT数字量I/O点,并扩展EM222、 EM231模块,增加扩展功能,选择MPI通讯协议,与其它设备组成通讯网络。操作面板选用SIEMENS公司触摸屏OP7,在OP7上可以设置和修改有关参数,以上这些功能配置,满足了设计要求。
4 程序设计和编程
整个系统软件分为上、下位机两部分。上位机在Windows 2000操作系统下,用Intouch7.0进行软件组态。上位机作为人机界面,实时接收下位机传送的数据,将各种报警数据、阀门的状态显示出来。下位机软件CONTROLLOGIX主要完成进料口阀、出料口阀,大排渣等的控制。这里重点介绍控制器下位机软件。
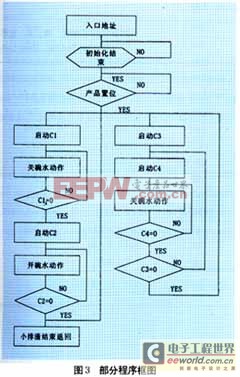
在V3.1 STEP 7—Micro/Win32软件环境下进行编制。S7-200系列PLC丰富的功能指令和符号寻址方式极大方便了编程。在程序中应用A/D转换的数字滤波、功能块、数据块、和通讯接口等功能,充分体现PLC功能控制的特点,使程序简洁、直观。程序结构模块化设计,梯形图方式编程。程序分为如下几个部分:主程序、初始化程序、输入程序、产品程序、CIP程序、模拟量处理程序、报警程序、输出程序、供料泵控制程序、入料口控制程序和通讯程序等组成。图3为“产品”处理模块部分程序框图。程序中V55.1为控制器面板“产品”按键, V105.5为远程控制器置位位。“产品”状态时,当V101.1为1,C1、C3开始计时,SM0.4按分脉冲计时,当计满VW0时,允许小排动作。C1重新计数,V55.1为1,启动C2,SM0.5按秒脉冲计时,为前冲洗状态,V60.2为1,关碗水电磁阀动作。当V55.2为1,V60.0为1,开碗水电磁阀动作,并持续VW4时间,同样,当V55.4为1,置为后冲洗状态,保持关碗水动作。这样,程序一个周期的小排渣结束,程序继续循环执行。
由于采用集中控制系统,这就要求程序控制除了保证工艺的时序性,还必须协调系统的同步性,也就是说,CONTROLLOGIX处理器和SIEMENS处理器动作必须一致。
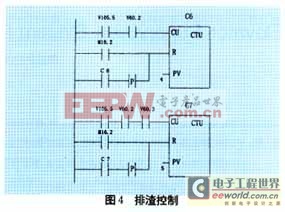
在程序设计上,设置软件通讯握手位,实时与CONTROLLOGIX处理器进行通讯,必要时做出相应的调整,保证系统的正常运行。如表1所示,在由“循环”状态转到“产品”状态时,处理器既要完成自己的小排渣动作,还要接收CONTROLLOGIX发出的大排渣动作,正常的动作时序是大排渣间隔是1小时,小排渣的间隔是16分钟,如果两者相隔时间太近,会造成没有必要的浪费,也影响净乳的效果。用如下的编程方法实现了上述功能。如图4,其中C6,C7分别为小排渣计数器和复位计数器,m16.2为大排渣动作,v60.3为“循环”状态位。当“循环”时,小排渣始终进行,C6不复位;“产品”状态时,两个大排渣之间(1小时),进行三次小排渣,C7对C6复位,重新计数。
程序具有较为齐备的故障检测功能,实时监测各检测点的状态,当出现电机温度过热、紧急停车、运行过程中转速过低、压缩空气工作压力低、操作水压力低的情况下,系统会产生声、光报警,紧急停车,待故障解除后,可通过解除报警铃、灯光闪烁等,来重新恢复系统运行。
5 结束语
经过一年多的运行,该控制系统运行稳定、动作准确、操作简单、易于维护,完全达到工艺设计要求。经过净乳后的原奶,各项技术指标(单位颗粒度、感观、气味)完全达到或超过对此道工序的要求,提高了产品质量,大大增强企业的生产能力,取得了良好的经济效益。整套系统受到用户的好评,具有广阔的应用和发展前景。
参考文献:
[1]SIEMENS SIMATIC STEP.7. 程序设计[S].编程手册
[2]SIEMENS SIMATIC S7—200应用示例[S]
[3]WESTFALIA净乳机操作手册[S]








评论