电子制作手工焊接技术基础(二)

在保证得到优质焊点的目标下,具体的焊接操作手法可以有所不同,但下面这些前人总结的方法,对初学者的指导作用是不可忽略的。
保持烙铁头的清洁
焊接时,烙铁头长期处于高温状态,又接触助焊剂等弱酸性物质,其表面很容易氧化腐蚀并沾上一层黑色杂质。这些杂质形成隔热层,妨碍了烙铁头与焊件之间的热传导。因此,要注意用一块湿布或湿的木质纤维海绵随时擦拭烙铁头。对于普通烙铁头,在腐蚀污染严重时可以使用锉刀修去表面氧化层。对于长寿命烙铁头,就绝对不能使用这种方法了。
靠增加接触面积来加快传热
加热时,应该让焊件上需要焊锡浸润的各部分均匀受热,而不是仅仅加热焊件的一部分,更不要采用烙铁对焊件增加压力的办法,以免造成损坏或不易觉察的隐患。有些初学者用烙铁头对焊接面施加压力,企图加快焊接,这是不对的。正确的方法是,要根据焊件的形状选用不同的烙铁头,或者自己修整烙铁头,让烙铁头与焊件形成面的接触而不是点或线的接触。这样,就能大大提高传热效率。
加热要靠焊锡桥
在非流水线作业中,焊接的焊点形状是多种多样的,不大可能不断更换烙铁头。要提高加热的效率,需要有进行热量传递的焊锡桥。所谓焊锡桥,就是靠烙铁头上保留少量焊锡,作为加热时烙铁头与焊件之间传热的桥梁。由于金属熔液的导热效率远远高于空气,使焊件很快就被加热到焊接温度。应该注意,作为焊锡桥的锡量不可保留过多,不仅因为长时间存留在烙铁头上的焊料处于过热状态,实际已经降低了质量,还可能造成焊点之间误连短路。
烙铁撤离有讲究
烙铁的撤离要及时,而且撤离时的角度和方向与焊点的形成有关。如图所示为烙铁不同的撤离方向对焊点锡量的影响。
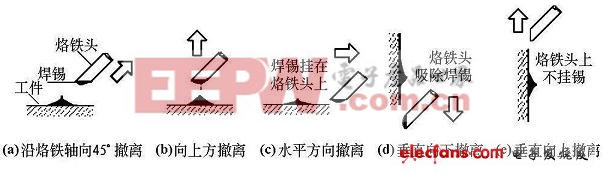
图5 烙铁撤离方向和焊点锡量的关系
在焊锡凝固之前不能动
切勿使焊件移动或受到振动,特别是用镊子夹住焊件时,一定要等焊锡凝固后再移走镊子,否则极易造成焊点结构疏松或虚焊。
焊锡用量要适中
手工焊接常使用的管状焊锡丝,内部已经装有由松香和活化剂制成的助焊剂。焊锡丝的直径有 0.5 、 0.8 、 1.0 、 … 、 5.0mm 等多种规格,要根据焊点的大小选用。一般,应使焊锡丝的直径略小于焊盘的直径。
如图所示,过量的焊锡不但无必要地消耗了焊锡,而且还增加焊接





评论