基于视觉传感的焊缝跟踪技术(二)

为了验证图像处理算法的精度, 采用了激光测距传感器对焊缝的实际位置进行了精确定位。
在工装一侧竖立一块表面光滑且与焊缝平行的金属板, 然后对机器人示教一条准确的沿焊缝路径,并在变形不大的厚板上进行试验。 起弧后, 激光测距传感器开始工作, 得到实时焊缝位置, 并与经过图像处理所得到焊缝位置进行对比, 结果如图3 所示, 中部的水平直线为示教焊缝路线, 折线为经过图像处理算法纠偏的焊枪实际路径。
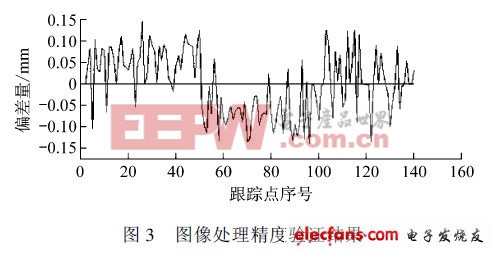
对比显示, 本文中图像处理算法所得到的焊缝位置与实际焊缝位置的误差在 0. 15 mm 以内。
综上所述, 根据试验分析和计算机数字图像处理本身固有的误差, 可以确定本文研究的焊接过程的图像处理方法的精度能够控制在 0. 15 mm 范围内, 完全满足实际焊接的需求。
1. 3 焊缝跟踪原理及实现
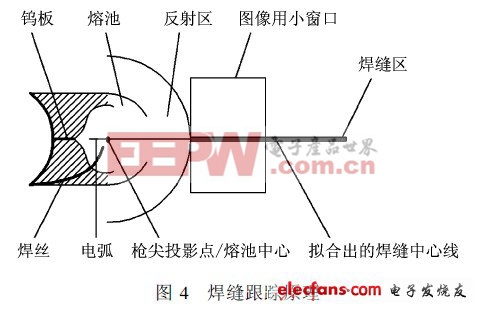
跟踪方法原理是, 固定视觉传感器在焊枪正前方, 通过直接观察焊枪与焊缝中心线的位置关系, 提取偏差信息, 输出纠偏控制电压。
由于铝合金具有较强的反光性, 在熔池前端区域有一个反光区, 检测的间隙与实际间隙大小差异很大, 甚至无法看清, 所以, 本次项目检测的焊缝中心距离熔池中心具有一定距离, 需通过曲线拟合的方法才能计算出当前焊接位置的焊枪与焊缝中心的偏差量, 如图4 所示。
1. 4 控制器设计
1. 4. 1 纠偏电压与纠偏量关系建模
由于首钢Mo toman 系列机器人纠偏卡是不开放的, 无法得知其运动细节, 建模可以使该过程简单化。 对纠偏系统进行建模后, 使用Mat lab 的Simulink 工具对控制器进行离线设计。 经过试验, 在机器人运动过程中,在单位时间内随机给出不同的纠偏电压, 并记录该纠偏电压下的偏差量。 选取连续的3 组共383 对数据作为样本空间。 使用Mat lab 对3 组数据进行建模, 得到了1 个线性回归模型, 其对3 组数据都有很高的适配度, 分别为82. 3% , 97. 16% 和95. 99%.
1. 4. 2 模糊PID 控制器设计
为了研究纠偏对焊接效果的影响, 分别用1 V、1. 5 V、2 。 5 V、3 V 的恒定纠偏电压信号进行纠偏。 试验表明, 纠偏电压为1 V 时, 由于纠偏力度太小, 虽然在执行纠偏, 但是偏差仍旧越来越

评论