基于红外检测的产品自动分装系统设计

摘要:设计了基于红外检测的产品自动分装系统。采用红外传感器与基于NE567的单音解码电路组成红外检测电路以提高系统检测灵敏度,增强检测系统的抗干扰能力。利用NE567中CCO的输出信号控制红外发射电路的发射频率,实现了红外收发频率的自动同步跟踪,同时简化了红外检测电路,使电路更易调试。通过编程实现二进制与BCD码之间的码制转换,利用可编程软元件完成产品分装计数功能,同时为显示电路提供时钟脉冲,使系统显示电路大大简化。该系统灵敏度高,抗干扰能力强,能精确完成产品分装,能显示瓶装片数(0~999),及实时显示工作进程(0~9999)。
关键词:红外检测;NE567;自动分装;PLC;梯形图
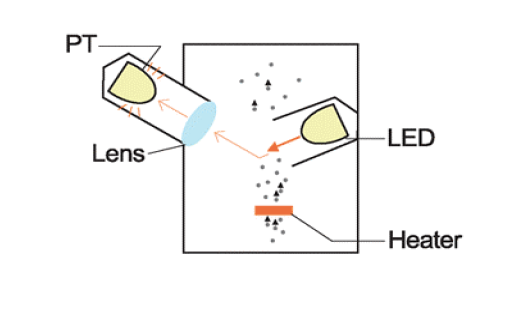
随着我国经济建设的飞速发展,生产自动化水平越来越高,光传感器因具有体积小、功能多、寿命长、精度高、响应速度快、抗干扰能力强等优点在生产控制自动化领域得到广泛的应用。光传感器又称光断续器,分反射式和对射式两种。反射式光传感器主要应用于自动控制、物体识别及光接近开关等方面:对射式光传感器主要应用于光电控制和光电计量等电路中,由于红外光具有很强的抗干扰性能,因此光传感器主要以红外光为主。
1 产品自动分装系统功能
系统为药片自动分装系统,其工作过程为系统启动后传输带运行,5s后空药瓶到达药片分装位置,传输带停止,漏斗控制开关打开,开始分装药片。同时,红外检测电路开始工作,检测有无药片落入药瓶内,当瓶内装够系统设置的药片数量后,立刻关闭漏斗开关,并启动传输带运行,5s后传输带再次停止,如此反复循环。
系统要求可通过手动操作设置每瓶可装药片的片数,系统在工作过程中按下停止按钮时,应在当前药瓶装满后才可停止工作,采用数字显示器显示日产量和瓶装药片数。
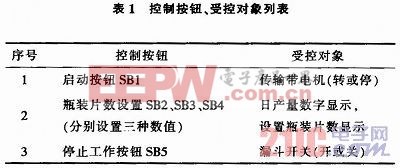
通过对系统工作过程及系统功能要求的分析,系统所需的控制操作按钮和完成功能必须控制的对象如表1所示。
2 系统组成
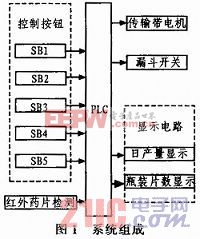
PLC是专为工业控制设计的可编程控制器,具有可靠性高,抗干扰能力强,适应性强,应用灵活,编程方便,具有与各种外设连接的应用接口,功能完善等优点,因此本系统以三菱公司生产的FX系列PLC为核心器件进行控制设计,药片检测采用红外传感器检测,系统组成如图1所示。
以PLC为核心进行系统控制时,其I/O分配如表2所示。





评论