锂离子电池工艺流程

今天在盖世汽车网举办的论坛上,听交大的殷教授(他是我以前同事的博士生导师)谈起了不少趣闻,特别是关于锂电池生产厂商的已经在国内到达100家以上了,但是工艺是个很大的悲剧。在此收集和整理一些关于锂电池工艺的资料,需要和专业同事确认后才能就不同的电池进行正确的区别,这里首先整理个概念。
本文引用地址:https://www.eepw.com.cn/article/177335.htm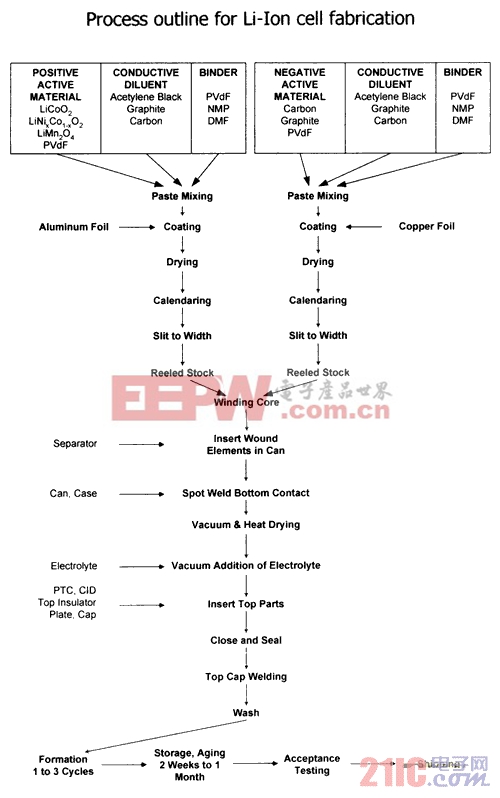
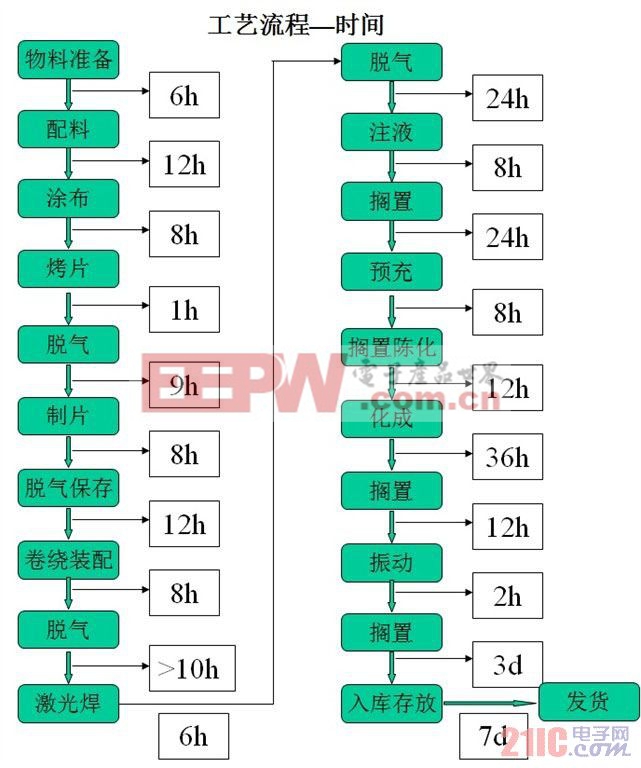
某个厂家的工艺时间图为:
另外一个直观的图为:
一、正极混料
l 原料的掺和:
(1) 粘合剂的溶解(按标准浓度)及热处理。
(2) 钴酸锂和导电剂球磨:使粉料初步混合,钴酸锂和导电剂粘合在一起,提高团聚作用和的导电性。配成浆料后不会单独分布于粘合剂中,球磨时间一般为2小时左右;为避免混入杂质,通常使用玛瑙球作为球磨介子。
l 干粉的分散、浸湿:
(1) 原理:固体粉末放置在空气中,随着时间的推移,将会吸附部分空气在固体的表面上,液体粘合剂加入后,液体与气体开始争夺固体表面;如果固体与气体吸附力比与液体的吸附力强,液体不能浸湿固体;如果固体与液体吸附力比与气体的吸附力强,液体可以浸湿固体,将气体挤出。
当润湿角≤90度,固体浸湿。
当润湿角>90度,固体不浸湿。
正极材料中的所有组员都能被粘合剂溶液浸湿,所以正极粉料分散相对容易。
(2) 分散方法对分散的影响:
A、 静置法(时间长,效果差,但不损伤材料的原有结构);
B、 搅拌法;自转或自转加公转(时间短,效果佳,但有可能损伤个别
材料的自身结构)。
1、搅拌桨对分散速度的影响。搅拌桨大致包括蛇形、蝶形、球形、桨形、齿轮形等。一般蛇形、蝶形、桨型搅拌桨用来对付分散难度大的材料或配料的初始阶段;球形、齿轮形用于分散难度较低的状态,效果佳。
2、搅拌速度对分散速度的影响。一般说来搅拌速度越高,分散速度越快,但对材料自身结构和对设备的损伤就越大。
3、浓度对分散速度的影响。通常情况下浆料浓度越小,分散速度越快,但太稀将导致材料的浪费和浆料沉淀的加重。
4、浓度对粘结强度的影响。浓度越大,柔制强度越大,粘接强度
越大;浓度越低,粘接强度越小。
5、真空度对分散速度的影响。高真空度有利于材料缝隙和表面的气体排出,降低液体吸附难度;材料在完全失重或重力减小的情况下分散均匀的难度将大大降低。
6、温度对分散速度的影响。适宜的温度下,浆料流动性好、易分散。太热浆料容易结皮,太冷浆料的流动性将大打折扣。
l 稀释。将浆料调整为合适的浓度,便于涂布。
1.1原料的预处理
(1) 钴酸锂:脱水。一般用120 oC常压烘烤2小时左右。
(2) 导电剂:脱水。一般用200 oC常压烘烤2小时左右。
(3) 粘合剂:脱水。一般用120-140 oC常压烘烤2小时左右,烘烤温度视分子量的大小决定。
(4) NMP:脱水。使用干燥分子筛脱水或采用特殊取料设施,直接使用。2.1.2物料球磨
a)将LiCoO2 Super-P倒入料桶,同时加入磨球(干料:磨球=1:1),在滚瓶及上进行球磨,转速控制在60rmp以上;
b)4小时结束,过筛分离出球磨;
1.3操作步骤
a) 将NMP倒入动力混合机(100L)至80℃,称取PVDF加入其中,开机;
参数设置:转速25±2转/分,搅拌115-125分钟;
b) 接通冷却系统,将已经磨号的正极干料平均分四次加入,每次间隔28-32分钟,第三次加料视材料需要添加NMP,第四次加料后加入NMP;
动力混合机参数设置:转速为20±2转/分
c) 第四次加料30±2分钟后进行高速搅拌,时间为480±10分钟;
动力混合机参数设置:公转为30±2转/分,自转为25±2转/分;
a) 真空混合:将动力混合机接上真空,保持真空度为-0.09Mpa,搅拌30±2分钟;
动力混合机参数设置:公转为10±2分钟,自转为8±2转/分
b) 取250-300毫升浆料,使用黏度计测量黏度;
测试条件:转子号5,转速12或30rpm,温度范围25℃;
c) 将正极料从动力混合机中取出进行胶体磨、过筛,同时在不锈钢盆上贴上标识,与拉浆设备操作员交接后可流入拉浆作业工序。
1.4注意事项
a) 完成,清理机器设备及工作环境;
b) 操作机器时,需注意安全,避免砸伤头部。
2负极混料
2.1原料的预处理:
(1) 石墨:A、混合,使原料均匀化,提高一致性。B、300~400℃常压烘烤,除去表面油性物质,提高与水性粘合剂的相容能力,修圆石墨表面棱角(有些材料为保持表面特性,不允许烘烤,否则效能降低)。
(2) 水性粘合剂:适当稀释,提高分散能力。
★ 掺和、浸湿和分散:
(1) 石墨与粘合剂溶液极性不同,不易分散。
(2) 可先用醇水溶液将石墨初步润湿,再与粘合剂溶液混合。
(3) 应适当降低搅拌浓度,提高分散性。
(4) 分散过程为减少极性物与非极性物距离,提高势能或表面能,所以为吸热反应,搅拌时总体温度有所下降。如条件允许应该适当升高搅拌温度,使吸热变得容易,同时提高流动性,降低分散难度。
(5) 搅拌过程如加入真空脱气过程,排除气体,促进固-液吸附,效果更佳。
(6) 分散原理、分散方法同正极配料中的相关内容
★ 稀释:将浆料调整为合适的浓度,便于涂布。
2.2物料球磨
a)将负极和Super-P倒入料桶同时加入球磨(干料:磨球=1:1.2)在滚瓶及上进行球磨,转速控制在60rmp以上;
b)4小时结束,过筛分离出球磨;
2.3操作步骤
a) 纯净水加热至至80℃倒入动力混合机(2L)
b)加CMC,搅拌60±2分钟;
动力混合机参数设置:公转为25±2分钟,自转为15±2转/分;
c) 加入SBR和去离子水,搅拌60±2分钟;
动力混合机参数设置:公转为30±2分钟,自转为20±2转/分;
d) 负极干料分四次平均顺序加入,加料的同时加入纯净水,每次间隔28-32分钟;
动力混合机参数设置:公转为20±2转/分,自转为15±2转/分;
e) 第四次加料30±2分钟后进行高速搅拌,时间为480±10分钟;
动力混合机参数设置:公转为30±2转/分,自转为25±2转/分;
f) 真空混合:将动力混合机接上真空,保持真空度为-0.09到0.10Mpa,搅拌30±2分钟;
动力混合机参数设置:公转为10±2分钟,自转为8±2转/分
g) 取500毫升浆料,使用黏度计测量黏度;
测试条件:转子号5,转速30rpm,温度范围25℃;
h) 将负极料从动力混合机中取出进行磨料、过筛,同时在不锈钢盆上贴上标识,与拉浆设备操作员交接后可流入拉浆作业工序。
2.4注意事项
a) 完成,清理机器设备及工作环境;
b) 操作机器时,需注意安全,避免砸伤头部。
配料注意事项:
1、 防止混入其它杂质;
2、 防止浆料飞溅;
3、 浆料的浓度(固含量)应从高往低逐渐调整,以免增加麻烦;
4、 在搅拌的间歇过程中要注意刮边和刮底,确保分散均匀;
5、 浆料不宜长时间搁置,以免沉淀或均匀性降低;
6、 需烘烤的物料必须密封冷却之后方可以加入,以免组分材料性质变化;
7、 搅拌时间的长短以设备性能、材料加入量为主;搅拌桨的使用以浆料分散难度进行更换,无法更换的可将转速由慢到快进行调整,以免损伤设备;
8、 出料前对浆料进行过筛,除去大颗粒以防涂布时造成断带;
9、 对配料人员要加强培训,确保其掌握专业知识,以免酿成大祸;
10、 配料的关键在于分散均匀,掌握该中心,其它方式可自行调整。
3.电池的制作
3.1 极?
尺寸
3.2 拉浆工艺
a) 集流体尺寸
正极(铝箔),间歇涂布
负极(铜箔),间歇涂布
b) 拉浆重量要求
电极 第一面双面 重量(g) 面密度(mg/cm2) 重量(g) 面密度(mg/cm2)
…
3.3 裁片
a) 正极拉浆后进行以下工序:
裁大片 裁小片 称片(配片) 烘烤 轧片 极耳焊接
b) 负极拉浆后进行以下工序:
裁大片 裁小片 称片(配片) 烘烤 轧片 极耳焊接
3.4轧片要求
电极
压片后厚度(mm)
压片后长度(mm)
正极
0.125-0.145
362-365
负极
0.125-0.145
400-403
3.5配片方案
序号
正极重量(克)
负极重量(克)
备注
1
5.49-6.01
2.83-2.86
正极可以和重1-2个档次的负极进行配片
2
6.02-6.09
2.87-2.90
3
6.10-6.17
2.91-2.94
4
6.18-6.25
2.95-2.98
5
6.26-6.33
2.99-3.01
6
6.34-6.41
3.02-3.05
3.6极片烘烤
电极
温度
时间(小时)
真空度
正极
120±5
6-10
Q-0.09Mpa
负极
110±5
6-10
Q-0.09Mpa
备注:真空系统的真空度为-0.095-0.10Mpa
保护气为高纯氮气,气体气压大于0.5Mpa
3.7极耳制作
正极极耳 上盖组合 超声波焊接
铝条边缘与极片边缘平齐
负极 镍条直接用点焊机点焊,要求点焊数为8个点
镍条右侧与负极片右侧对齐,镍条末端与极片边缘平齐
3.8隔膜尺寸
3.9卷针宽度
3.10压芯
电池卷绕后,先在电芯底部贴上24mm的通明胶带,再用压平机冷压2次;
3.11电芯入壳前要求
胶纸 镍条。。。。
3.12装壳
3.13负极极耳焊接
负极镍条与钢壳用点焊机焊接,要保证焊接强度,禁止虚焊
3.14激光焊接
仔细上号夹具,电池壳与上盖配合良好后才能进行焊接,注意避免出现焊偏
3.15电池真空烘烤
温度
时间
真空度
80±5℃
16-22小时
Q-0.05Mpa
备注:
a) 真空系统的真空度为-0.095~0.10Mpa
b) 保护气为高纯氮气,气体气压大于0.5Mpa
c) 每小时抽一次真空注一次氮气;
3.16 注液量:2.9±0.1g
注液房相对湿度:小于30%
温度:20±5℃
封口胶布:宽红色胶布。粘胶布时注意擦净注液口的电解液
用2道橡皮筋将棉花固定在注液口处
3.17 化成制度
3.17.1开口化成工艺
a)恒流充电:40mA*4h 80mA*6h
电压限制:4.00V
b)全检电压,电压大于3.90V的电池进行封口,电压小于3.90V的电池接着用60mA恒流至3.90-4.00后封口,再打钢珠;
c) 电池清洗,清洗剂为醋酸+酒精
3.17.2续化成制度
a) 恒流充电(400mA,4.20V,10min)
b) 休眠(2min)
c) 恒流充电(400mA,4.20V,100min)
d) 恒压充电(4.20V,20mA,150min)
e) 休眠(30min)
f) 恒流放电(750mA,2.75V,80min)
g) 休眠(30min)
h) 恒流充电(750mA,3.80V,90min)
i) 恒压充电(3.80V,20mA,150min)
当从LiCoO2拿走XLi后,其结构可能发生变化,但是否发生变化取决于X的大小。通过研究发现当X》0.5时Li1-XCoO2的结构表现为极其不稳定,会发生晶型瘫塌,其外部表现为电芯的压倒终结。所以电芯在使用过程中应通过限制充电电压来控制Li1-XCoO2中的X值,一般充电电压不大于4.2V那么X小于0.5 ,这时Li1-XCoO2的晶型仍是稳定的。负极C6其本身有自己的特点,当第一次化成后,正极LiCoO2中的Li被充到负极C6中,当放电时Li回到正极LiCoO2中,但化成之后必须有一部分Li留在负极C6中,心以保证下次充放电Li的正常嵌入,否则电芯的压倒很短,为了保证有一部分Li留在负极C6中,一般通过限制放电下限电压来实现:安全充电上限电压≤4 .2V,放电下限电压≥2.5V。


评论