基于HMI的纸管机控制系统变频控制设计
RSTSM123
程序中用到的几个帧实例如下:
变频器启动-010200000183r
设定频率-0102000103E80264r
带频率反向启动-0102000203E80265r
变频器停机-01020007018Ar
3.2 人机界面的设计
系统选用的是eView的MT4400系列,通过触摸屏要实现以下功能:变频器运行频率的设定;系统监控;产能计算;调试维护;报警信息。
在触摸屏上将给定频率的数值存储在PLC的寄存器D25中,界面上添加调节频率的加减按钮,就实现了频率的实时可调功能。
寄存器D25内的值通过急停按钮,系统开关按钮的上升沿复位,从而从程序上保证厂系统运行的安全性,减少了安全隐患。设计好的变频器运行频率的设定界面,如图2所示。

图2 变频器运行频率的设定界面
系统监控主要是将被控元件用运行灯表示在界面上,当系统运行时,被控元件被触发时就在监控界面上显示闪烁状态,表示该设备正在运行中。
产能计算主要适用于计算生产效率,通过宏代码来实现:
#includemaerotypedef.h
int MaeroEntry()
{
If(D30_R!=O)
D134_W=D31_R-D132_R;
D135_W=(D31_R-D132_R)*600/D30_R;
return0:
}
D31_R内存储运行时间内生产的总数;D132_R内存储的是废品的数量;D134_W存储合格产品的数量,宏触发时计算出结果;D30_R是运行时间计时;单位为秒;D135_W为生产效率,取整数,单位个,分钟,宏触发时计算出结果。
在产能计算界面上还添加了清零按钮,可以随时将寄存器D31、D30内的值清零。保证了系统的频率有改动时可以准确地计算出当前的生产效率。智能操作界面,如图3所示。
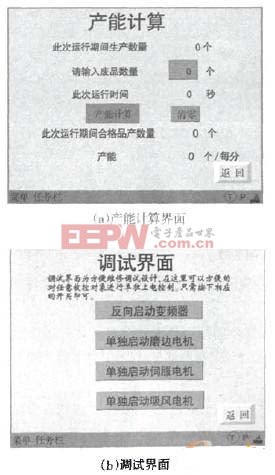
图3 智能操作
调试界面用于系统的维护和调试,可实现各个电机的单独运行。调试界面的使用,减少了PLC的控制点数,降低成本;同时也简化了操作系统。省去传统机械上的众多按钮,简化了工人操作,实现智能操作。调试界面,如图3(b)所示。
3.3 伺服系统
该伺服系统由kinco伺服电机及其电源模块,编码器,卷纸传感器和定位传感器组成。充分利用了kinco伺服电机快速启停,适合大惯量,内部可编程,控制模式自由切换,丰富的原点模式等诸多功能,使系统的稳定性大幅提高,废品率降低,减少因电机失步或脉冲丢失造成的样品定位错位现象,减少了设备的损坏率,很好的满足了生产的工艺要求。
伺服控制成型纸卷管的难点在于如何确定传感器位置,使伺服系统在纸到位后立即精确卷管,且保持同其他工序在时间上的配合。伺服电机的原点定位是设计的难点,其中,两个传感器的定位是难点之一。既要保持控制方便.又要保证机械结构上的美观和易于实现。伺服电机卷管之后保持在原点位置,设计将反射片固定在伺服电机的主轴垂直方向上,当反射片随主轴转动触发定位传感器为“ON”状态时.标定为原点位置。开机运行时如果传感器不在“ON”状态,则执行回原点程序,从而保证系统的安全准确,减少了废品率。当成型纸片涂胶完毕送到位后,触发卷纸传感器,伺服电机接收到信号进行卷管。已成型的纸管由拨片送至成品箱内。
在系统正常运行后,每次卷管时还会触发回原点传感器为“ON”状态,这就与卷管程序相矛盾。因此在系统开始正常运行后将回原点伺服程序置为无效,以保证后续程序的正常运行。
4 结论
全自动纸管机最高每分钟可到60个,并且运行稳定,成品率高,维护成本低,达到了客户的需求。该系统在投入使用后,运行稳定,达到理想的效果。















评论