苦咸水淡化装置控制系统

摘 要:本文介绍了我国出水量最大的苦咸水淡化装置控制系统的设计思想和构成。重点介绍了控制系统的主要功能以及软、硬件的配置。其大型PLC系统的成功应用,为在水处理行业进一步的推广提供了宝贵的经验。
关键词:可编程控制器 顺序控制 联锁保护 硬件 软件 组态
1 引言
2000年9月我国出水量最大的日产18000吨苦咸水淡化装置在河北沧化集团沧井化工股份有限公司内建成投产。它的建成对缓解该地区深层地下水资源的开采,保证化工生产装置的安全稳定和长周期地运行具有特别重要的意义。该装置包括原料水的预处理系统、苦咸水反渗透装置主体、产品水的后处理和浓盐水排放等设备及先进的控制系统.经过一段时间的运行,控制系统运行稳定、可靠。各项指标均达到设计要求。下面简要介绍一下该装置的控制系统。
2 设计原则
2.1 先进性
自动控制系统的发展是其它高新技术发展的产物。随着计算机技术、网络技术等高新技术的发展,自控系统的更新换代的周期日益缩短。这套苦咸水淡化装置用于为PVC装置提供生产用水,因此,控制系统不仅水系统能否正常运行,同时也关系到PVC装置能否长周期的正常运行,以减少对设备的损害和装置停车造成的经济损失。因此,我们对控制系统的选型给予了极大的重视。根据该系统工艺的特点,重点是系统的顺序控制功能,所以,在硬件方面我们选用了品质和性能可靠的研华工控机和美国AB的SLC—500系列的PLC。可以说,它们代表了当今水处理系统先进的控制水平。
2.2 可靠性和安全性
控制系统的可靠性是评估控制系统的一个重要指标。随着科技的不断进步,冗余容错技术、加密技术等得到了广泛的应用,这些都大大提高了系统的可靠性。我们采用了两台互为冗余的工控机操作站,操作人员可以在任一台操作站上对由两套PLC分别控制的四套淡化装置进行监控。电源部分配备UPS不间断电源,保证了系统在电源故障时有足够时间采取紧急的安全措施。另外在装置现场还配备了仪表箱和操作箱,便于巡回检查和就地操作。在其操作方式上,有就地手动和远程控制,远程控制又可通过操作站显示画面进行手动操作和自动程序运行。
操作方式的多样化和灵活性有利于系统的连续运行和故障处理。
2.3 可操作性
整个控制系统由两套工控机和两套PLC构成,具有相互的统一性和独立性监控系统具有动态工艺流程画面,人机界面清晰友好,具有在Windows环境下提供数据采集,监控以及信息管理功能,操作简单易学,便于一般操作人员掌握。
3 系统控制及联锁保护
3.1 计算机的应用
控制系统由工控机操作站及可编程控制器PLC构成一个分散采样,集中监视操作的控制系统。对水处理系统的水质、温度、流量、浊度、PH值、液位、电导率、压力等相关物理量的模拟信号进行实时监测、显示、存储、统计制表和打印。还可对主要运行参数的历史趋势进行查询,当运行参数超限时进行声光报警。同时,系统工艺流程图采用动态画面模拟显示,除了一个全部装置的总貌画面外,还把它分成若干个单元画面,点击其中的任一台设备又都可进入一个单独的画面进行手/自动切换操作。另外,画面上设备的颜色还能随着其运行状态的改变而改变.使操作管理人员能直观,生动地观察设备的运行工况。
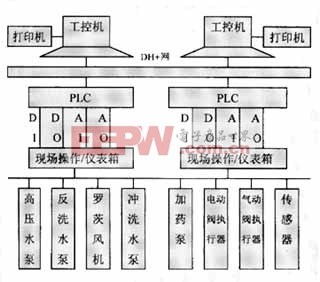
控制系统构成图如下所示:
3.2 自动顺序控制功能
(1)系统的顺序控制功能主要应用在细沙双滤料过滤器的运行中,通过对每台过滤器上近10个阀门的顺序控制来完成过滤器的投运、停止、反洗和正洗过程。过滤器的失效停运可根据各过滤器进口流量的累计值及瞬时流量来确定。远程手动时,画面根据流量累计达到设定值时提示进行清洗,自动时则由上位机判断自动进行清洗。
(2)反渗透系统的启停操作可以由PLC实行顺序控制,也可以通过点击鼠标对每一台设备进行手动单操,由CRT监视各设备的运行状态。
3.3 加药系统的模拟控制功能
系统的模拟控制功能主要应用在装置的加药系统,包括NaOH、NaHSO4、防污堵剂和凝聚剂等的加药控制。加药量都是根据进水流量的大小,通过上位机、PLC对计量泵进行比例调节。在自动状态下,可在CRT操作画面上进行比例参数的设定和修改,也可手动直接改变输出值,调节计量泵加药量的大小。
3.4 高压泵的联锁保护
每套反渗透的高压泵进出口都分别装有低压保护开关和高压保护开关,当高压泵入口压力低于某一设定值时,进口开关信号会自动停止高压泵的运行,并由CRT报警,以保护高压泵不在空操作情况下运行。当高压泵出口压力超过某设定值时,出口开关会自动发出信号送PLC,PLC经延时后如慢开门(慢开功能通过PLC的程序来实现)未打开,出口压力仍高于设定值,则由PLC发出信号自动停止高压泵的运行,以保护高压泵不在憋压工况下运行。
3.5 其它
该系统还具有RO清洗水箱恒温控制回路,自备空压系统的低、高压自动启停等联锁保护装置。
4 系统硬件配置
系统硬件采取优化配置,提高了控制系统的安全性、可靠性,可编程控制器PLC选用美国AB的SLC-500系列产品,具有模块化设计,可以根据系统控制要求进行模块配置,并具有一定的扩展功能。其模块式处理器具有高达20K的指令内存能力。选用的DH+(Data Highway Plus)是一个局域网,用于支持远程编程和数据采集的工厂级应用网,通讯速度更快。上位机选用了研华工控机两台,它具有能承受恶劣工作环境的影响,平均无故障时间长的特点。同时,配备了大屏幕高清晰彩色显示器及打印机,SANTAK的UPS在电源系统故障时能保证供电30分钟。现场仪表选用进口SIGNET的流量、PH、温度、电导等系列产品,以及GFI的在线浊度分析仪,具有检测稳定、可靠、精度高的特点。另外,还选用了进口EBRO的气动、电动阀门,这些都为系统安全稳定地运行提供了有力的保障。
5 系统软件配置
可编程控制器PLC安装了Rslogix500软件,它是针对SLC—500处理器以Windows操作系统为基础的梯形图逻辑编程软件包。具有统一项目查看、灵活的梯形图编辑器、拖放式操作、简易的通讯配置等特点。可以最大限度地提高软件性能,节省开发时间提高生产力。研华工控机内装有Rsview32,它是基于组件的用于监视与控制自动化设备和过程的集成的人机界面软件。可实现数据通讯、画面的动态显示,包括工艺流程图、仪表图、单机设备图、趋势画面、报警一览等.该系统还可进行在线参数修改,图形报表打印等,人机界面亲切友好.通过显示画面对系统进行安全准确的操作控制,是目前国内水处理装置中最高水平的监控系统。
总之,这套控制系统经过一段时间的运行,各项指标达到了设计要求,经过进一步的总结,为今后的不断完善和推广应用积累了理论和实践的宝贵经验。










评论