基于USB与RS485总线的监控系统设计

摘要: PID 调节仪表与传感器配合使用, 可以实现对钢制品生产线上罩式炉温度的测量与显示。通过相应的执行器, 可以实现对相关罩式炉设备的PID 调节和控制、报警控制、数据采集和记录。然而对于具备多条生产线, 而每条生产线使用多个PID调节仪表的现场环境而言, 依次对每个仪表进行操作并不方便。采用Borland C ++ Builder 6设计了PID 调节仪表的在线集中监控系统。,利用Borland C ++ Bu ilder 6功能强大的图形化控制界面, 及SPComm控件在串行口下编程, 通过USB转RS485协议转换器, 很好地实现了对生产线上各个分区仪表的实时监测与远程控制。
本文引用地址:https://www.eepw.com.cn/article/161574.htm1 引言
为了有效地实现对生产线上各个分区仪表数据的实时监测及远程控制, 采用Borland C ++ Bu ilder6, 通过USB转RS485协议转换器, 设计了PID 调节仪表在线集中监控系统。主要包括: 钢制品生产线上罩式炉设备的温度监测系统, 数据库系统, 以及PID 调节仪表的读写数据系统。
2 监控系统总体结构
监控系统采用RS485总线结构, 通过U SB 转RS485协议转换器实现上位机与PID 调节仪表的网络通信。RS485总线的特点是实施简单方便, 通过RS- 485可以联网构成分布式系统, 其允许最多并联32台驱动器和32台接收器, 完全可以满足生产现场配备多个PID调节仪表的组网需要。
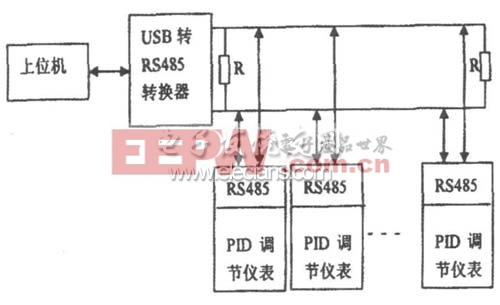
图1 监控系统总体结构
3 监控系统硬件设计
3. 1 自整定专家PID调节仪表
自整定专家PID 调节仪表具备100 ~ 240VAC宽范围输入的开关电源, 输入采用数字校正及自校准技术, 测量精确稳定, 消除温漂和时漂引起的测量误差。仪表全面采用表面贴装工艺, 并采用多重保护和隔离设计, 抗干扰能力强、可靠性好。
仪表采用先进的专家PID 智能调节算法, 控制精确稳定, 无超调, 具备高精度的自整定( AT )功能。
仪表输出采用模块化硬件结构设计, 可通过更换不同的功能模块实现多种控制方式。PID控制输出可选择4mA ~ 20mA电流、( 1V ~ 5V电压)、SSR驱动、单相/三相SCR过零触发和单相SCR移相触发等多种方式, 另有两路报警输出功能, 还可选配变送输出, 或标准通讯接口( RS485或RS232)。
仪表具有多类型输入功能, 一台仪表可以配接不同的输入信号(热电偶/热电阻/线性电压/线性电流/线性电阻), 大大减少了备表的数量。其适用范围非常广泛, 可与各类传感器、变送器配合使用, 实现对温度、压力、液位、容量、力等物理量的测量和显示,并配合各种执行器对电加热设备和电磁、电动阀门进行PID 调节和控制、报警控制、数据采集和记录。
3. 2 USB转RS485协议转换器
USB 转RS485 协议转换器是一款即插即用型的协议转换器, 完全兼容U SB ( Universal Seria l Bus)Rev: 2. 0; 支持任何波特率、数据位、停止位、数据收发时间间隔等参数, 是一款自适应的协议转换器。
支持RS- 232 /485界面, 2Mbps以上数据传输速率。
支持自动握手协议; 支持远程唤醒和电源管理; 支持USB总线直接取电, 无需外接电源( DC 5V) ; 驱动程序分二次确认, 第一次为芯片驱动, 第二次为I /O 端口驱动, 为同一目录下的驱动程序即可完成。
4 监控系统的软件设计
监控系统的软件系统采用Borland C++ Builder 6设计开发, 通过其功能强大的图形化控制界面, 及SPComm控件在串行口下编程, 采用Modbus协议,通过USB 转RS485协议转换器, 很好地实现了上位机与PID调节仪表的通讯功能, 从而可以方便的通过对上位机监控系统界面的操作, 实现对生产线上各个分区仪表的参数监测与远程操作控制。
该软件系统主要包括三部分: 钢制品生产线上罩式炉设备的温度监测系统, 数据库系统, 以及PID调节仪表的读写数据系统。








评论