PLC在机械手远程控制系统中的应用

1.引言
当今社会,科学技术飞速发展,人类活动给世界带来了巨大的改变。在科技进步的同时,以各种控制器控制的不同类型的机械手以其突出的性能越来越多的被人们所应用。机械手在不同的作业场合,尤其是在特殊的环境背景下,为人类活动的顺利快速进行带来了极大的方便和益处,尤为明显的是在工业及军事领域内。工业中大量的生产活动,存在着很多不便于人类操纵的环节,特别是在工作环境较危险的情况下[1],如果使用具有远程控制功能的机械手,则可以增加系统的安全性,大大的节约损耗,提高效率。可见,在自动化、工业化进程中,在特殊背景环境中使用机械手已成为一种必然的趋势[2]。
2.控制系统组成
2.1 系统组成
本控制系统中选用三菱公司的FX2N系列PLC,控制结构采用主从式,以一台上位计算机为主站,实现对远程机械手工作过程的监控;以PLC为从站,作为前端控制器,实现对机械手的现场控制。将计算机的串口与FX-485PC-IF的RS232C的接口连接,FX-485PC-IF的RS422/485的接口与FX2N-485BD连接,完成RS232与RS485之间电平转换。FX2N-485BD作为PLC的通信扩展模块,实现PLC与上位机的串行通信。PLC将上位机发送过来的控制信息转换成控制命令,驱动机械手动作;PLC再将机械手的工作状态,通过串行通信传递给上位机,由上位机监视机械手的工作过程。上位机软件以实时动画的形式,向操作人员提供机械手的运动情况,实现操作过程的可视化。系统组成原理如图1所示。
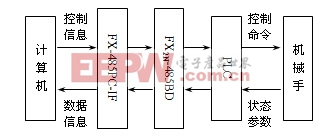
图1 系统组成原理图
2.2 控制方式
系统设有三种控制方式:远程分步动作控制、远程循环动作控制和现场手动控制,前两种控制方式在上位机监控界面上进行操作控制,后一种控制方式在工业现场通过手动实现控制。
2.2.1 远程分步动作控制
在上位机监控界面分步动作控制区,通过选择“启动”、“停止”、“上升”、“下降”、“左移”、“右移”、“松开”、“夹紧”、“制动”等命令按钮,即可实现相应的动作。操作人员根据监控软件的实时监视动画,任意组合九种动作,实现对机械手的远程分步动作控制。
2.2.2 远程循环动作控制
在上位机监控界面循环动作控制区,选择“启动”按钮,机械手从起始位置开始,按如图2所示流程自动地、连续不断地循环动作,直到按下“停止”按钮。按下“停止”按钮后,机械手完成一个周期的动作后,回到起始位置停止。
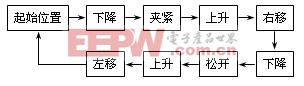
图2 循环动作顺序图
2.2.3 现场手动控制
在工业现场,通过选择机械手控制箱上的各种命令按钮,可实现对机械手的控制。此项控制主要用于机械手的安装调试,以及远程通信线路出现故障时能够在现场有效的控制机械手。
3.PLC控制系统设计
3.1 硬件设计
控制系统的PLC选用日本三菱公司的FX2N-48MR,该产品具有24点输入,24点输出,用于对机械手的控制,PLC外部I∕O地址分配如表1所示。
表1 机械手远程控制系统I∕O地址分配表
输入端有8个按钮,用于现场手动控制;1个2档选择开关,用于远程∕现场控制选择;4个限位开关,用于控制机械手上、下、左、右的极限位置。
输出端有6个电磁阀,控制机械手上升、下降、左移、右移、松开、夹紧。为避免断开电流时电磁阀会在其两端产生极高的感应电压,在每个电磁阀线圈两端并联续流二极管。
3.2 软件设计
按照机械手的动作先后顺序,在远程∕现场控制信号的作用下,根据内部状态和时间顺序,机械手内部各执行机构自动地、有序地进行动作。为简化PLC程序、增强程序的可读性,利用控制系统的顺序功能图设计梯形图,系统软件采用模块化的结构,如图3所示。
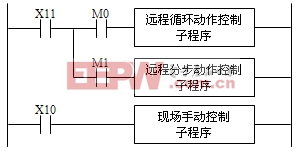
图3 PLC控制系统软件结构图
3.2.1 远程分步动作控制
在上位机分步动作控制区选择“启动”∕“停止”按钮,上位机远程控制PLC辅助触点M1闭合∕断开,决定远程分步动作控制子程序是否执行。PLC根据接收到的不同控制命令,使辅助触点M101~M106分别闭合∕断开,从而控制输出继电器Y0~Y5通断,实现机械手的远程分步动作控制。
3.2.2 远程循环动作控制
只要接收到上位机“循环动作启动”命令(辅助触点M0闭合),PLC就会根据机械手的动作顺序,利用4个限位开关的输入信号X12~X15和松开、夹紧定时器的触点状态依次控制输出继电器Y0~Y5通断,实现机械手的远程循环动作控制。
完成一个周期动作,机械手返回起始位置,开始第二个周期动作,直到上位机向PLC发送“循环动作停止”命令。在循环动作期间,收到“停止”命令,系统将完成一个完整循环动作后返回起始位置停止。
3.2.3现场手动控制
手动控制比较简单,利用X0~X7对应的现场手动输入信号,控制PLC的输出继电器Y0~Y5通断。为保证系统安全运行,在手动控制程序中,设置了必要的互锁,以防止功能相反的两个输出继电器同时接通。
3.3 通信协议设计
要实现PLC与上位机之间的通信,首先要对PLC中D8120进行赋值来设定通信的格式[3]。需要注意,PLC中的通信协议要与上位机的通信协议保持一致。令D8120=H6381,梯形图如图4所示,通信格式如表2所示。

图4 PLC通信格式设定
表2 PLC设定的通信格式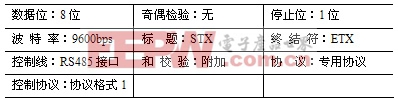
在FX系列中,PLC的站号是通过特殊数据寄存器D8121来设定的,其范围是从00H到0FH。本系统中,PLC的站号设定为00H,如图5所示。
图5 PLC站号设定
4.上位机软件设计
4.1 编程语言
Visual Basic 6.0已成为Windows系统开发的主要语言,以其具有良好的图形用户接口并支持面向对象的程序设计和具有结构化的事件驱动程序模式,使得编程效率提高,应用功能增强[4]。因此本文采用Visual Basic 6.0为上位机开发出具有个性的监控软件,实现对PLC的远程通信及监控。

图6 MSComm通信控件
在Windows操作系统下,Visual Basic 6.0提供了一个名为MSComm.ocx通信控件,它具备基本的串行通信能力,如图6所示。通过该控件可设置串行通信的数据发送和接收,对串行口状态及串行通信的信息格式和协议进行设置。在通信过程中,可以触发OnComm事件,用该事件可追踪、处理通信和错误事件的发生。
4.2 远程控制软件设计
在PLC与计算机的链接通讯中,计算机是上位机,PLC是下位机,机械手是被控对象。上位机始终处于主动地位,下位机处于被动地位,当PLC接收到计算机发送的命令后,自动生成应答指令,不需要再对其编写通讯程序。
根据控制功能的不同可将远程控制软件分为端口站号设置区、通信回路测试区、实时动画区、分步动作控制区、循环动作控制区。其中,分步动作控制区用于发送远程分步控制命令,循环动作控制区用于发送远程循环控制命令,上位机主控界面如图7所示。
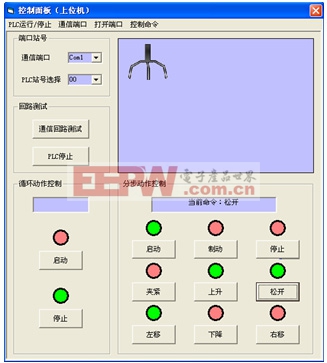
图7 主控界面
5.结束语
本文利用Visual Basic 6.0开发远程监控软件,应用三菱FX2N系列PLC控制机械手动作,实现了一种具有可视化功能,适用于工业现场的机械手远程控制系统。该系统可以完成远程手动控制、远程循环控制和现场手动控制,便于扩展,现已成功应用于我院自动化中心实验室。
6、本文创新点
1、 以计算机为主站,以PLC为控制器,实现了对机械手的远程控制;
2、 上位机监控软件以实时动画的形式,向操作人员提供机械手的运动情况,实现了操作过程的可视化;
3、 设计了计算机与PLC远程通信的协议,开发了通用的串行通信接口程序。






评论