单片机钢纤维排序设备控制电路设计

励磁电路开关管驱动选用专用驱动芯片IR2113进行驱动,IR2113是高可靠性、大电压、高速、两路触发的大功率MOSFET或IGBT的驱动器。
内部电路如图3所示。其控制输入信号使相应输出端有触发信号输出。低压侧输出(L0)取决于VCC,高压侧输出(H0)取决于浮点值VBS。两路输出间的耐压值为500 V。低压侧输出和高压侧输出与对应输入信号同步,两路输出都受SD控制。高电平时无输出,只有SD为低电平时,输入信号的上升沿才能触发输出。本文引用地址:https://www.eepw.com.cn/article/201809/388668.htm
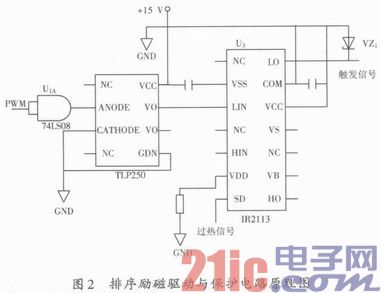
IR2113可以输出两路输出,但是本设计主电路只有1个开关管,只用L0单独输出。从TLP250引入的PWM信号与IR2113D的LIN端子相连,L0与主电路开关管的控制极相连,COM端与开关管的阴极相连。
电路过热信号与SD端子相连,当主电路过热后,通过SD关闭开关管出发信号输出,从而使主电路断电起到保护的作用。VZ1为稳压二极管,防止电压过大损坏开关管。
3 系统软件设计
主电路中采用直流斩波技术来调节励磁电流的大小,利用单片机内部定时器功能产生PWM控制信号来控制斩波电路开关管,控制系统的控制流程图如图4所示。
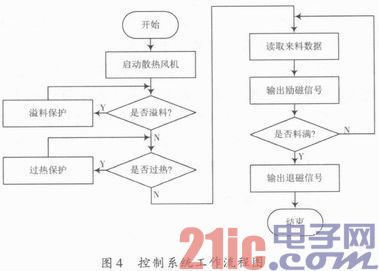
系统启动后,首先开启散热风机,然后检测包装箱是否已经装满,装满的话开启溢料保护,输出溢料报警,等待更换包装箱。没装满的话则检测系统是否过热,过热的话则启动过热保护,正常的话则读取振动筛速度,根据振动筛速度,决定输出励磁PWM信号的占空比,从而控制主电路中直流斩波电路输出电压的大小,进而控制排序电磁力的大小。
当包装箱即将装满时,输出退磁信号,对箱内钢纤维进行一次性整体退磁。包装箱没满的话,继续检测振动筛速度,根据振动筛速度实时调整励磁控制信号。实现排序电磁里的足够大,同时避免磁场的过度饱和而严重发热。
4 结语
本文设计的钢钎排序设备主电路采用直流斩波器调节排序励磁的大小,控制线路以MCS-51单片机为控制核心进行设计,系统成本大大降低,降低成本的同时,实现了励磁磁场与进料速度的智能控制,同时,提供了溢料保护,过热保护,实现了系统的高可靠性。该系统成本低,智能化,大大的提高了钢纤维的排序包装效率。


评论