应用Minitab进行测量系统分析

这3种选择均系针对计量型(连续型)数据而占。
在后文例中所选择的Gage R&R(Crossed)中,Minitab提供了Xbar and R和ANOVA这2种分析方法,当进行实际分析时可二选其一。其中前者将总体偏差分解为零件与零件之间(Part_to_part)的偏差、重复性及再现性3种,后者则进一步将再现性分化为操作者偏差及操作者与被测工件之间的交互偏差,一般建议采用ANOVA法进行计量型数据的非破坏性测试的测量系统分析,不推荐使用Xbar and R方法。
例 旋转度测量系统分析
电子枪每个班次都要对旋转度测量仪进行校准,确保测量设备的稳定可靠。校准使用两个标准模块,先使第1模块调整值为0,然后再使用第2个模块,其校准值若在(-21±2)rad范围内即认为测量过程稳定。表1为收集的2周校准数据。
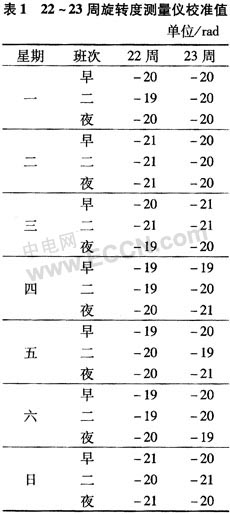 |
从数据可看出,仪器校准均正常。线性度经校准部门的验证亦良好。旋转度公差是(-30±30)rad,仪器最小读数为1,分辨力为60°所以,该测量系统具有足够的分辨力、线性性和稳定性,完全可以进行测量系统分析。
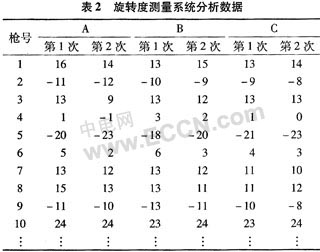
为了评定旋转度测量的R&R,选了3位操作者,分别记为A、B、c,又随机选了20个电子枪,分别编号为1~20号,每位操作者用旋转度测量仪对每个电子枪重复测量2次,测量时他们并不知道所测样本的编号。测量结果如表2所示(为节省篇幅,仅列出1~10号的数据。下同)。
 |
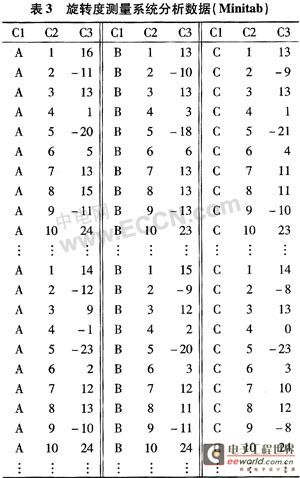
在Minitab软件中,需要对表中的数据重新处理,将数据输入在3列上:C1为操作者编号,C2为零件编号,C3为测量数据,见表3。
 |
从Minitab的Stat→Quality Tools→Gauge R&R (Crossed)…→入口进入,分别选择Part numbers、Op-erators、Measurement Data所在的列,并选择ANOVA分析法,在Option的Study Variation(number of standarddeviations)中输入5.15,在Process Tolerances中输入60,然后点击Ok,经过运算,即可得到如图3所示的分析结果。

评论