三菱PLC触点比较应用指令

2.3.2基本指令配合步进指令的编程方法
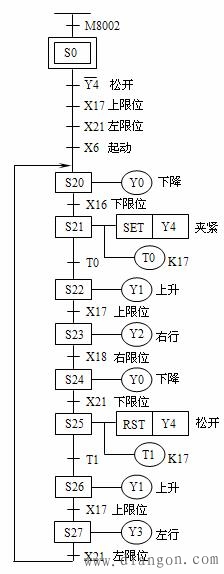
运用步进指令编写机械手顺序控制的程序比用基本指令更容易、更直观。在机械手的控制系统中,手动和回原位工作方式用基本指令很容易实现,这里不重复。只介绍图10-15所示的顺序功能图,该图实现了机械手的自动连续运行。图中特殊辅助继电器M8002仅在运行开始时接通。S0为初始状态,对应回原位的程序。在选定连续工作方式后,X4为ON,按下回原位按钮X5,能保证机械手的初始状态在原位。当机械手在原位时,夹钳松开Y4为OFF,上限位X17、左限位X21都为ON,这时按下起动按钮X6,状态由S0转换到S20,Y0线圈得电,机械手下降。当机械手碰到下限位开关X16时,X16变为ON,状态由S20转换为S21,Y0线圈失电,机械手停止下降,Y4被置位,夹钳开始夹持,定时器T0启动,经过1.7s后,定时器的触头接通,状态由S21转换为S22,机械手上升。系统如此一步一步按顺序运行。当机械手返回到原位时X21变为ON,状态由S27转换为S0,机械手自动进入新的一次运行过程。因此机械手能自动连续运行。从图10-15所示的顺序功能图中可以看出,每一状态继电器都对应机械手的一个工序,只要弄清工序之间的转换条件及转移方向就很容易、很直观的画出顺序功能图。其对应的步进指令梯形图也很容易画出。
2.3.3基本指令、初始状态指令和步进指令配合的编程方法
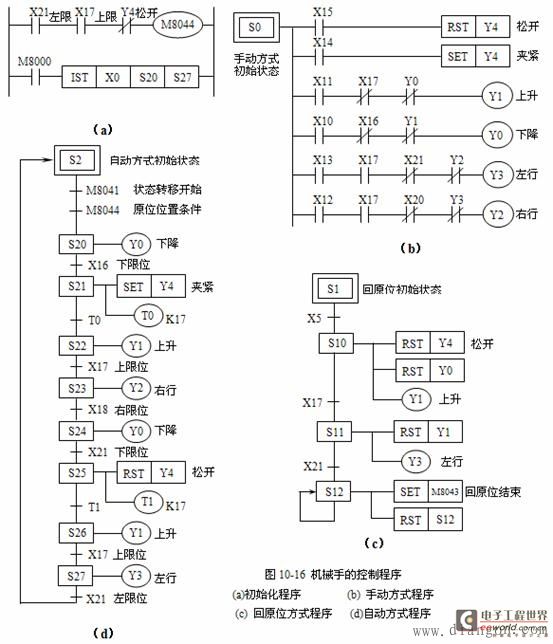
初始状态指令顺序控制的程序如图10-16所示。图(a)为初始化程序,它保证了机械手必须在原位才能进入自动工作方式。图(b)为手动方式程序,机械手的夹紧、放松及上下左右移行由相应的按钮完成。在图(c)回原位方式程序中,只需按下回原位按钮即可。图中除初始状态继电器外,其它状态继电器应使用回零状态继电器S10~ S19。图(d)为自动方式程序,M8041和M8044都是在初始化程序中设定的,在程序运行中不再改变。
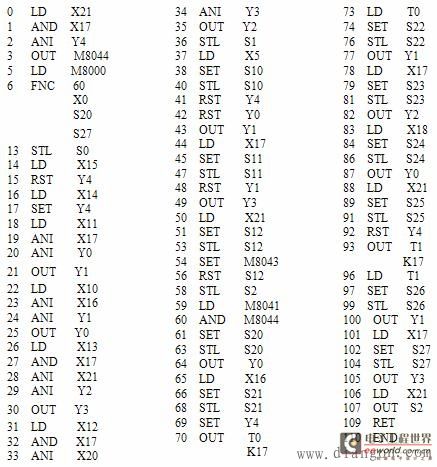
下面是图10-16对应的语句表程序。
2.4运行并调试程序
2.4.1基本指令顺序控制程序
(1)将梯形图程序输入到计算机。
(2)对程序进行调试运行。
a.将转换开关SA旋至“手动”档,按下相应的动作按钮,观察机械手的动作情况;
b.将转换开关SA旋至“回原位”档,按下回原位按钮,观察机械手是否回原位;
c.将SA旋至“单步”档,每按起动按钮,观察机械手是否向前执行下一动作;
d.将SA旋至“单周期”档,每按一次起动按钮,观察机械手是否运行一个周期就停下;
e.将SA旋至“连续”档,按下起动按钮,观察机械手是否连续运行。
(3)记录调试程序的结果。
2.4.2基本指令与步进指令控制程序
(1)将顺序功能图转换为梯形图输入到计算机。
(2)对程序进行调试运行。
将转换开关SA旋至”连续”档,先按回原位按钮,再按起动按钮,观察机械手是否连续运行。
(3)记录调试程序的结果。
2.4.3基本指令、初始状态指令配合步进指令顺序控制程序
(1)将控制程序输入到计算机。
(2)对程序进行调试运行与基本指令顺序控制程序的相同。
(3)记录调试程序的结果。
三、实训报告要求与考核标准
1、实训报告要求
(1)整理实训操作结果,按标准写出实训报告。

评论