等离子切割电源前馈补偿双闭环复合控制策略

2.2 等离子切割电源系统框图设计
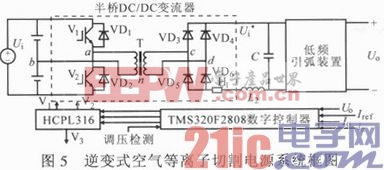
根据所提控制策略,设计基于TMS320F2808主控芯片,采用前馈补偿双闭环复合控制策略的数字控制器,切割电源拓扑结构包括半桥DC/DC环节及低频引弧装置。以低频引弧装置取代高频引弧装置,采用定电流短路引弧方式进行低频引弧。图5示出逆变式空气等离子切割电源系统框图。本文引用地址:https://www.eepw.com.cn/article/175721.htm
3 仿真及实验
3.1 仿真结果分析
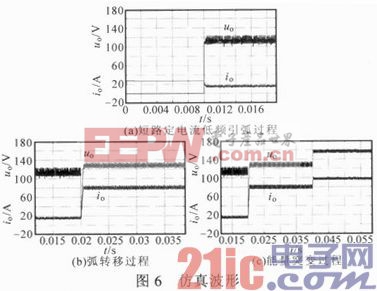
采用Simulink搭建等离子切割电源电路拓扑结构,对提出的前馈补偿双闭环控制策略进行仿真验证;对电源短路定电流低频引弧、引弧转移至切割及能量突变过程进行仿真,仿真结果如图6所示。仿真结果验证了采用的控制策略具有良好的稳定性和快速性,表明了该控制策略的可行性和正确性。
3.2 实验结果分析
根据仿真结果及控制策略的分析,设计TMS320F2808数字控制器,搭建20 kW,切割电流为100 A的实验样机。图7a示出低频引弧过程。
起弧前,电极与喷嘴处于短路状态,引弧电流为25 A,在压缩气体到来时,出现弧电流跌落,需快速建立弧电压来维持电流稳定,保证成功起弧。
图7b示出弧转移过程,此过程由非转移弧向转移弧转变,电弧转移时会出现弧柱电压跌落,此时需快速跟随电流变化并迅速稳定电弧,可见实验达到良好的控制效果。
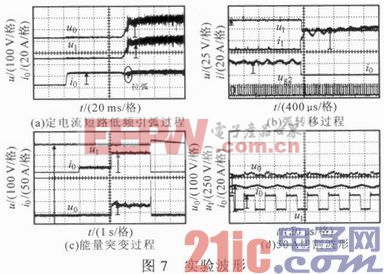
图7c示出转移弧稳定时能量突变过程,电流由25 A突增至80 A,切割电流快速跟随且稳定。
图7d示出在50 A切割情况下的波形,具有良好的稳定性。
4 结论
提出了前馈补偿双闭环复合控制策略设计TMS320F2808数字控制器,搭建20 kW/100 A等离子切割电源实验平台进行验证,结果表明所提控制策略对系统输出电压及切割电流具备良好的动态响应过程和鲁棒性,结果表明控制策略能快速响应并跟踪系统突变,且系统超调很小,在引弧过程、弧转移及能量突变过程中具有优异的动态性能和稳定性,非线性处理能力强,十分适用于低频引弧方式下的逆变式切割电源。实验结果证明了该控制策略的可行性和正确性,同时,改善了电源性能,还提高了切割质量和切割效果。

dc相关文章:dc是什么
超级电容器相关文章:超级电容器原理
评论