橡胶样品挤出质量检测系统

由于使用在线挤出机和照相机来扫描挤出样品,相比于其它的粒子分散性测量系统,该系统可以分析的样品量更多。而其它的粒子分散性测量系统只能对硫化复合物进行小剂量的测量。ES30 可以用来检测含硫化剂或不含硫化剂的橡胶复合物的分散性好坏以及其表面结构。所以不管是母料还是最终的复合物产品,都可以用ES30 挤出机进行有效地分析。当复合物母料被测试之后,它们可以很容易被再次引入加工过程中,这样就大大减少了橡胶复合物的浪费。
此外,可将一个经过特殊设计的挤出机头装到挤出机上,以得到复合物的剪切粘度和剪切应力等流变数据
挤出胶坯的准备
这套系统中的挤出机是用来塑化被测的复合物,并挤出一细细的橡胶条。当我们得到混合参数之后,挤出机的参数(速度)将被设定为某一个值,使得系统在测定特定数量的样品时所需的时间为一固定值,对于密炼机来说一般为两到三分钟。
复合物在搅拌器中混合后经过双辊开炼机或双螺杆挤出机(两者都是可用的),最后挤出理想的橡胶细条。而在形成样品细条之前,我们有必要将复合物变成薄片,为了能更准确地评价混合过程,最好将作用在复合物上的其它处理过程降到最少。如果混合过程是在开炼机上完成的,那么橡胶细条应在常规滚筒混合周期结束后切下来。样品细条尺寸应该按照宽1~2英寸、长12~24 英寸的标准切割,或者根据设备的要求或操作的特定条件制定符合实际情况的样条尺寸标准。挤出机的喂料部件的装配是以简化向挤出机的手工喂料或自动喂料为目的的。橡胶细条是一根一根地送入喂料部分中的。通常,一批样品中,有两根或三根样条将被取出进行测试分析。稳定的挤出过程非常关键,因为这将直接影响到挤出胶坯的表面分析。当已经得到稳定的挤出胶坯并且已经测试了540mm 的样条后,就没有必要喂入更多的样条了。
挤出机螺杆是有温控的。在喂料和测量区域,挤出机的机架上使用反应非常快速的温度探头,为外加控器制提供准确的温度测量。挤出机螺杆的独特设计保证了最少的样品使用量,而18 :1 的长径比提高了及机器运转的稳定性,使得挤出胶坯达到最优。稳定的机器运转是使复合物温度达到均一、使挤出过程中挤出胶坯的震动降到最小的一个至关重要的因素,此外,它还将使许多其他复合物的加工变得更加容易。
挤出机头被设计为能够控温并且可以和可互换的内嵌部件兼容。在挤出机头上或许会作一些微小的技术调整,以使挤出的样条达到最优,满足表面结构分析的要求。该系统的技术数据见附表。

当样条离开挤出机后,具有显微镜分辨率的照相机被用来对这一移动的样条进行扫描,样条宽度大约为2 英寸。
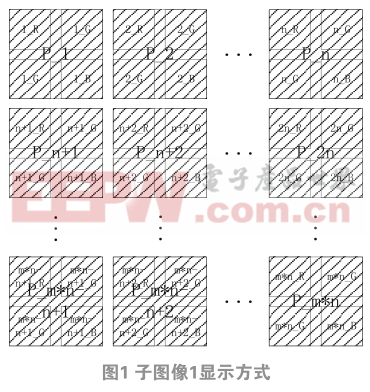
当材料在输送带上通过镜头时(如图),照相机系统将对挤出橡胶样条的表面粗糙度进行分析。照相机能够检测到大约30 微米的表面粗糙度。这大大超过了肉眼以及其它光学仪器能达到的测试范围。 红外热像仪相关文章:红外热像仪原理



评论