RFID技术在焦化三大机车自动控制中的应用

在焦化生产中,推焦车、拦焦车、加煤车(简称3大机车)的自动定位控制是极其重要的。在以往的控制方案中,主要是:
·摄像技术:受环境和物体表面位置影响大,如雪、雨、雾等气候,物体表面位置高低不一时均无法使用,没有成功应用的例子。
·条形码技术:对环境及读出条件要求严格,不能用于数据动态更新,在各方面条件均较差的焦化生产中难以有所作为。
·声表面技术:编码由生产厂一次编好,但数据码长度有限,只能近距离读出,数据不能动态更新,受环境影响大。
·GPS(卫星定位系统)技术:可连续定位追踪,能动态数据读写、刷新。缺点是,造价太高,运行费用昂贵,定位精度大于2m,无法满足机车定位的基本要求(通常要求小于10cm)。以上4种方案不同程度地存在缺陷,均没能在焦化生产中得到广泛应用。
济南钢铁集团总公司汲取前人经验教训,借鉴了国外先进焦化生产的成功实例,于2002年10月与芬兰罗德罗基公司合作在焦化厂5#焦炉实施了全新的RFID(RadioFrequencyIdentification无线射频感应辨识系统)机车控制管理方案。实践证明,RFID无线微波技术对环境适应能力强,可抵御灰尘、油污、振动、冰雪、雨雾或蓬布遮挡物等的干扰,实现全天侯工作,并能够动态存储炉号位置信息,保证了3大机车定位控制和对机车信息管理的迅捷、可靠完成。
1 焦化机车控制工艺简介
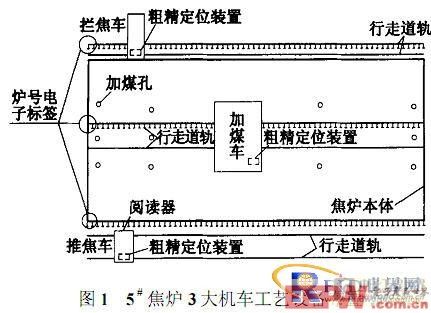
济南钢铁集团焦化厂5#焦炉炉孔65孔;炭化室全长14280mm;炭化室有效长度13480mm;炭化室有效高度4074mm;炉高4300mm;炉宽450mm;炉长14280mm;结焦时间16~17h。整个焦炉配有推焦车、拦焦车、加煤车、熄焦车、电机车等设备,其中推焦车、拦焦车、加煤车3大机车的联锁控制非常关键。焦炉机车控制工艺设备布置见图1。3大机车自动控制系统中引入了RFID技术,完成炉号识别和粗定位控制,并与精定位装置及行走机车的变频控制,共同实现3大机车之间的全自动控制。以每个炭化室中心为界,在推焦车、拦焦车、加煤车的道轨上安装存储有炉号数据的电子标签,在推焦车、拦焦车、加煤车上分别安装1台电子标签阅读器以及精确定位装置,实现了各机车自动粗定位、精确定位及推焦、拦焦、加煤的自动完成。
2.1 RFID单系统构成
RFID单系统由两部分构成:①感应器,也称电子标签(Tag)。每个电子标签均拥有唯一的32b的序列号,安装在待识别物体的表面。②射频信号处理控制系统(又称阅读器或读出装置),包括天线、射频处理模块RFM、控制模块CTL和上位主机系统(应用软件系统部分)。控制模块主要包括数据通信处理,外部输入输出接口。前端器件主要完成数据捕获、数据传输;主机部分主要完成系统控制管理、远程通信。阅读器可无接触地读取或修改电子标签中所保存的电子数据,达到自动识别和加载信息、管理物体的目的。还可进一步通过计算机及计算机网络实现对物体识别信息的采集、处理及远程传送等管理功能。
2.2 RFID系统分类和工作原理
射频技术依采用频率不同可分为低频系统和高频系统两大类;根据电子标签内是否装有电池供电,又可分为有源和无源两大类;从电子标签内保存数据的方式可将其分为集成电路固化式、现场有线改写式和现场无线改写式3大类;根据读写电子标签数据的技术实现手段,又可将其分为广播发射式、倍频式和反射调制式3大类。
低频系统指其工作频率小于30MHz,典型工作频率:125kHz、225kHz、13.56MHz等。其主要特点是电子标签的成本较低、标签内存储的数据量较少、阅读距离较短(无源情况,典型阅读距离为10cm)、电子标签外形多样(卡状、环状、钮扣状、笔状)、易于防护、阅读天线方向性不强等。高频系统工作频率大于400MHz,典型工作频段:915MHz、2450MHz、5800MHz等。高频系统优点是标签内保存的数据量较大、阅读距离较远(可达几米至十几米),适应物体高速运动性能好、外形为卡状,阅读天线及电子标签天线均有较强的方向性;缺点是电子标签及阅读器成本均较高。
有源电子标签内装有电池,具有较远的阅读距离,不足之处是电池的寿命有限;无源电子标签内无电池,其工作用电完全靠阅读器通过RF方式产生的充电脉冲供给。来源一卡通世界。在工作时,阅读器首先发射一定时间量的射频脉冲信号,对电子标签上的电容充电,然后电容放电,供内部电路短时间工作,一般可做到免维护。相比有源系统,无源系统在阅读距离及适应物体运动速度方面略有限制。集成固化式电子标签内的数据信息一般在集成电路生产时就将信息以ROM工艺模式固化,其保存的信息是不变的;现场有线改写式电子标签一般将电子标签保存的信息写入其内部的E2PROM存贮区中,改写时需要专用的编程器或写入器,改写过程中必须为其供电;现场无线改写式电子标签具有特定的改写指令,一般也可由阅读器直接完成,电子标签内保存的信息也位于其E2PROM中的存贮区,一般可改写100万次以上。
广播发射式射频识别系统实现方法较简单。电子标签必须采用有源方式工作,实时将其存储的数据信息不间断地向外广播,阅读器仅作为接收机使用。这种系统的缺点是由于电子标签必须不停地发射信息,耗电大,对周边环境造成电磁污染,降低了系统的安全保密性。倍频式射频识别系统实现起来难度较大。一般情况下,由阅读器发出查询信号,电子标签返回的信号载频为阅读器发出射频的倍频。这种工作模式对阅读器接收处理回应信号提供了便利,但是,对无源电子标签来说,电子标签将收到的阅读器发来的射频能量转换为倍频回应载频时,能量转换效率较低,电子标签成本上升,系统工作需占用两个工作频点,一般较少采用。
2.3 选型依据
RFID有多种类型,需要根据焦化机车控制管理的特点和实际环境分析确定其应用选型。
1)焦化环境恶劣,希望维护量越少越好,因此,尽可能选择无源电子标签。
2)由于3大机车运行在专用铁轨上,每次运行轨迹完全相同,可以允许不小于2~3cm的读取距离,方向固定,机车运行速度小于1m/s。从成本和系统简化考虑,选用低频系统。需要注意的是:微波系统具有一定的漫发射性,当需要较精确的粗定位时,要对微波进行方向限制,实现定位检测精度8cm(5#焦炉工艺要求)。简易实现方法是在阅读器上利用屏蔽管件定向接收。
3)每个安装在轨道旁的电子标签分别表示着工艺的物理位置。来源一卡通世界。工艺位置是固定的,可以使用每个电子标签唯一拥有的32b的序列号分辨。但当更换电子标签时,将会带来重新修订位置识别程序的麻烦。所以,选用1KB存储空间的电子标签,系统维护者可以随时地重新定义电子标签,替换现场在用的电子标签,而不必对控制程序进行改动。
4)倍频射频识别显然不是我们所希望的。可以明确选择反射调制式射频识别系统。
5)机车上的阅读器须将数据传到距离20m的PLC控制器,确定使用RS232通信技术。
鉴于RFID系统应用环境恶劣,我们选用芬兰Idesco公司的1K5012B电子标签和IR4040B阅读器,基本可以满足设计要求。1K5012B电子标签:存储容量1024B,工作环境温度25~85℃;防护等级IP67。IR4040B阅读器:载波频率24kHz,通信接口为RS232+RS485,工作环境温度20~70℃,防护等级IP67。由于加强了防护,因此两者之间最大读取距离4cm。
3机车控制系统
3.1系统配置
系统配置见图2。
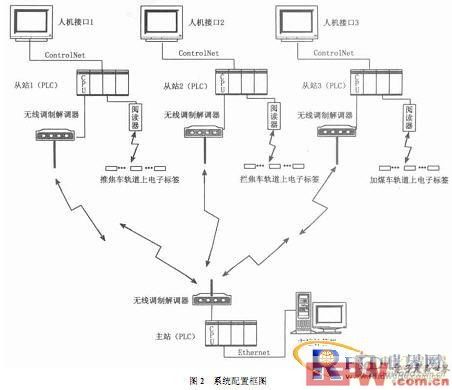
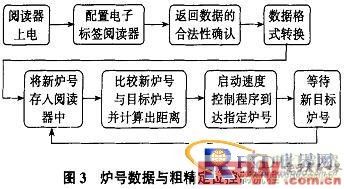
无线通信采用主从式无线通信方式完成各站间的信息传送与接收。无线载波频率406.6MHz;频道间隔25kHz;频率稳定性±1.5kHz;通信速率9600b/s;通信方式为半双工协议;发射类型F1D。电子标签中存储的炉号数据与粗精定位控制流程如图3所示。
推焦车:由主控计算机下达需推焦的目标炉号,从站1依据炉号电子标签的数据控制推焦车的运行状态,到达指定炉号。推焦车对位正确后,进行工艺上的顺序控制,使推焦杆精确定位。当接收到允许推焦信号后,开始推焦。推焦结束后,使平煤杆精确定位。当接收到允许平煤信号后,完成平煤,等待下一循环。
拦焦车:由主控计算机下达需拦焦的目标炉号,从站2依据炉号电子标签的数据控制拦焦车的运行状态,到达指定炉号。拦焦车对位正确后,进行工艺上的顺序控制,使导焦栅精确定位,发出允许推焦信号。当接收到导焦栅退出信号后,完成导焦栅后退,等待下一循环。
加煤车:由主控计算机下达需加煤的目标炉号,从站3依据炉号电子标签的数据控制加煤车的运行状态,到达指定炉号。加煤车对位正确后,进行工艺上的顺序控制,开始加煤,加煤结束时,发出允许平煤信号。之后,从站3继续控制加煤车到达煤塔,进行补充煤料。完毕后,等待下一循环。生产控制工艺要求:3大机车必须在长达60m的运行轨道上实现多达195个工艺位置点的自动识别,识别位置偏差精度不大于8cm。只有这样才能实现机车之间的联锁控制,从而避免3大机车发生错位事故,而且还为精确定位控制机车启停和加减速运行创造了良好技术条件,从而实现高效机车控制系统。
4 结束语
RFID技术自2002年6月起在济南钢铁集团总公司焦化厂5#焦炉投用以来,大大提高了焦化生产的自动化程度,避免了人为的操作失误,提高了劳动生产率,系统故障率极低,成效显著,是一项值得大力推广的高新冶金工业控制技术。




评论