四方电气变频在塑机红外检测上的应用

生产工艺要求:
原料粉末由最前一级加热到一定温度,通过主机传动(功率22-75KW)挤压挤出到成型模具,被成型模具定型后,成为所需规格的板材,然后由牵引机(两台1.1-1.5kw)牵引到后一级,再通过定尺按要求切成所需长度的成品。主机传动在实际生产中,会由于机械误差或电机转差造成挤出的料有所不均。如果牵引机速度一直恒定,生产的产品就会由于挤出料的不稳定,造成最终的成品板材宽度不一致。所以在实际生产中要求根据挤出料的波动,快速自动调节牵引机的速度。
控制原理:
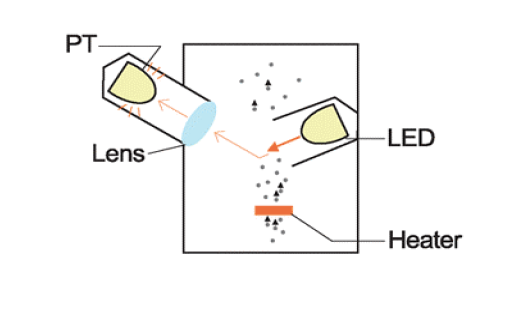
根据挤出机工艺特点,在挤出的后端,安装一个用于检测板材相对宽度的光纤传感器,传感器信号控制牵引变频器,当检测挤出板材变宽牵引速度加快,相反板材变窄时牵引机减速。这样自动的跟踪挤出料的变化进行速度变化,以达到生产板材宽度一致。
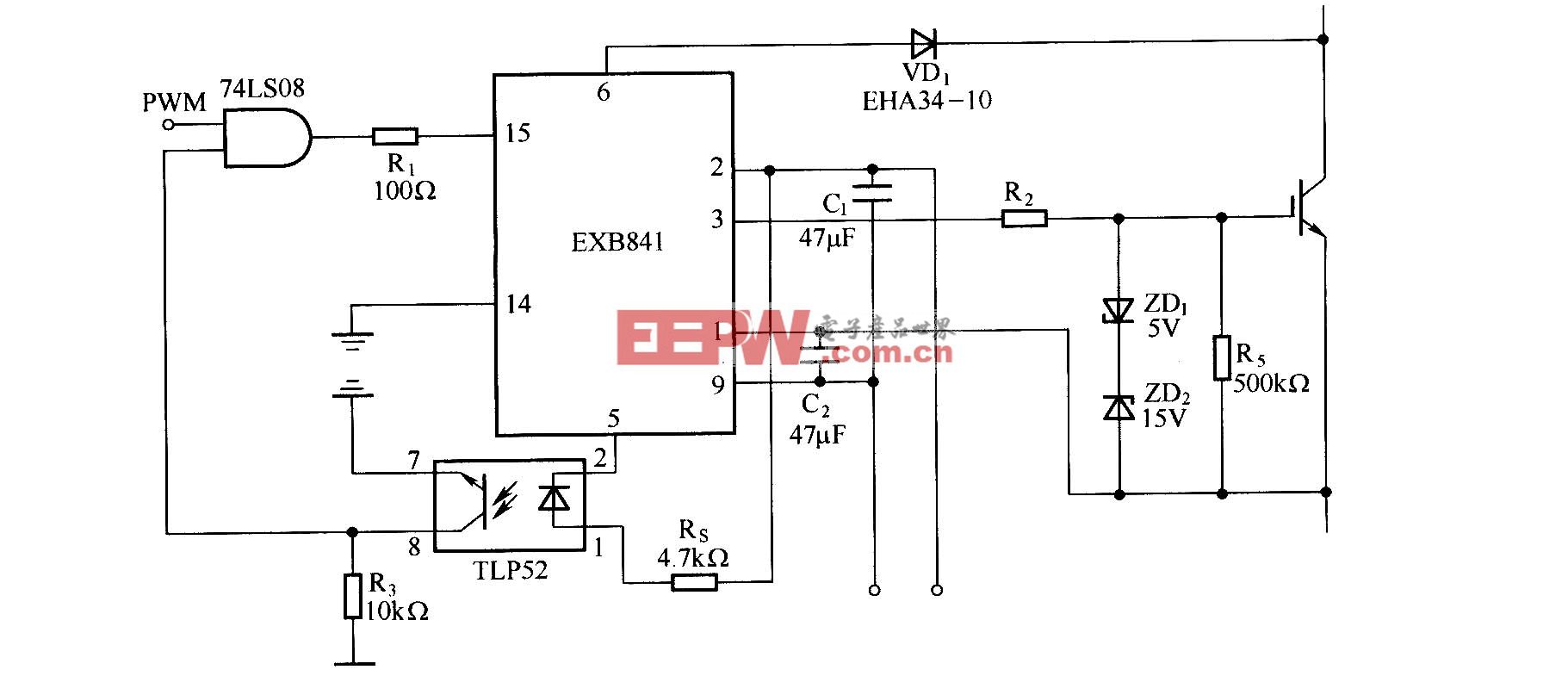
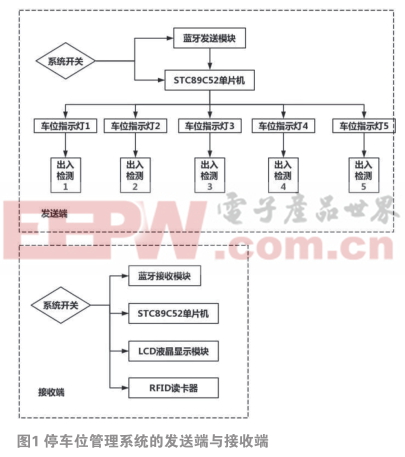
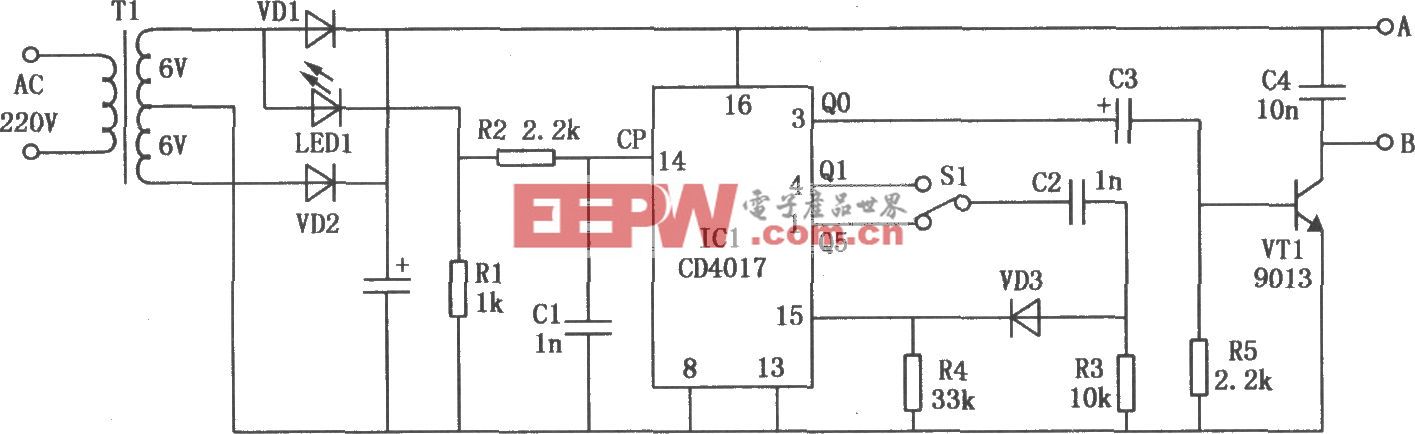
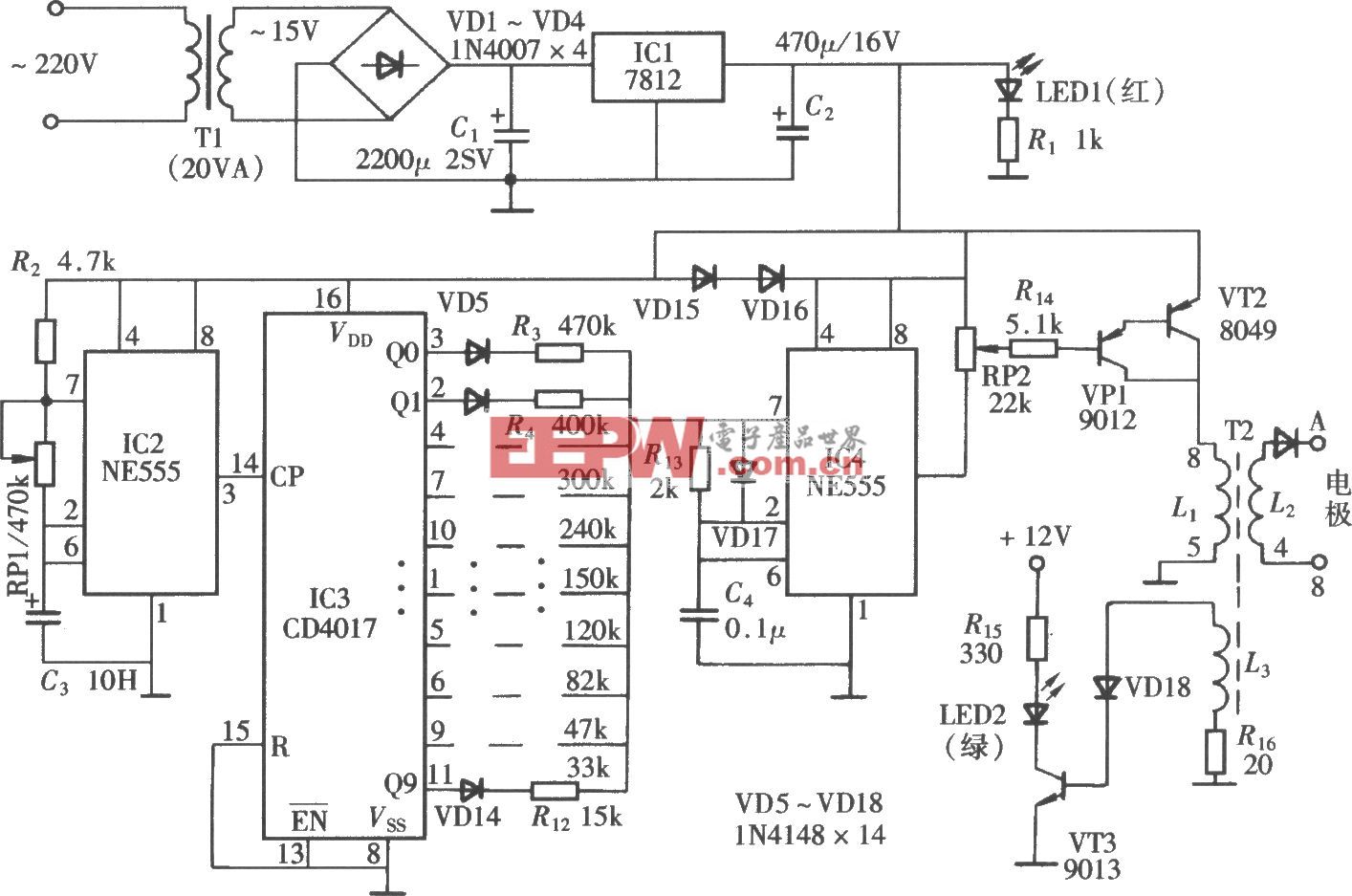
控制原理图如下:

控制过程:
如以上图一图二所示, SB1-SB3为控制箱面板三个转换按钮,分别控制变频器的启动,加减速的投入启动及传感器的启动。KT1-KT3分别控制UP/DW端子投入时间及报警的时间,正常运行设置中,第二速度比第一速度高。两段速度的设定值在控制箱的面板上由两块10V指示表分别显示。
首次启动运行,系统以第一段速给定,当传感器检测到信号时,说明板材超宽,牵引机需加速,变频器的主频率给定通过KA继电器瞬间转换到第二速度,此时如果信号给定一直保持大于加速时间继电器设定的时间,变频器X1端子有信号,在主频率的基础上叠加一个频率输出以增加电机转速。
相反,当传感器检测不到信号,说明板材变窄,牵引机需减速,变频器从第二段主频率给定速度快速转到第一段,(如果当前运行在第一段速,那么主频率给定不变)。同理如超过减速时间继电器设定的时间还没检测到信号,变频器X2端子有信号,变频器一直减速,直到传感器检测到有信号为止。
通过传感器对板材的实时检测,控制牵引机的速度以便达到板材宽度的一致性。四方专用型变频器主要参数设置如下:
F0.1=8 频率输入方式选择组合设定
F0.4=0001 运行通道选择外部端子控制
F0.10=6 加速时间
F0.11=6 减速时间
F2.12=31 频率给定选择VC2+UP/DW
F2.18=0001 UP/DW频率掉电不记忆
F3.0=13 频率递增
F3.1=14 频率递减
F4.23=0.3 UP/DW端子修改速率
调试说明:
变频器出厂值已是最优的参数,但每台设备工况还是稍有不同,所以调试初期第一次试运行,首先不启动红外开关及UP/DW开关,根据经验值设定第一段速设为24HZ,第二段速设为26HZ,控制UP/DW端子的时间继电器设为2秒,报警继电器根据实际情况是否开启。
设备在无反馈下运行,根据主机的运行速度,牵引机线速度如果偏差量不是很大,基本上就可以确定好第一和第二段的主频率给定,然后开启红外控制进行自动的加减速调节。同时设置UP/DW的速率,这个值设置过高会引起震荡加剧,设置过低对现场响应过慢,就会影响板材的质量,端子速率一般设置范围在0.3-0.5以内。
结束语:
调试运行一段时间,完全达到客户的要求,同时生产效率和产品合格率大大的提高。四方产品在塑机红外检测上成功的应用,再次证明四方公司对市场的快速响应能力及强大的研发能力。
光纤传感器相关文章:光纤传感器原理
评论