PSI-200粒度仪应用中的问题处理
芬兰奥托昆普公司的psi-200型粒度分析仪,是一种使用方便、维护量少的在线检测器。长期经验证明,矿浆中各种颗粒的粒度分布符合数理统计中的正态分布规律,即较小和较大的颗粒出现的概率很少,中等颗粒出现的概率很大,为了求出这种分布规律,就必须采集足够的数据供统计计算,以减少统计误差。其直接测量矿浆中颗粒的大小,在数据统计的基础上利用plc技术来测量矿浆细度。psi-200在陶瓷头撞击矿浆的一瞬间,利用plc运算快的特点,连续读取45次数据,取这些数据的平均值作为一个有效值,每分钟采集120个这样的有效值,作为最终参与计算的值,记作ave。在psi-200粒度仪中,其数据模型如下:
线性方程:f%=ao+a1×ave+a2×sd+a3/ave
式中:
f% :指定粒度等级在矿浆中的含量;
ave :每分钟120个测量有效值的平均值;
sd :标准偏差;
ao、a1、a2、a3:回归系数;
接下来要做好细致的标定工作,采集最少15个标定矿样,在取样的同时,记录好与样品对应的psi一200粒度仪的ave 和sd。标定矿样经筛洗、烘干、称重后,计算出预测粒度含量,再利用outocal标定软件,进行回归分析,得出 ao~a3回归系数的值,输入psi一200粒度仪中。以后逐步增加矿样修正回归系数,尤其是磨矿设备的检修前后,必须加几个矿样修正回归系数,使上述线性方程具有代表性,确保在线检测的粒度值接近实际值。
2 粒度分析仪
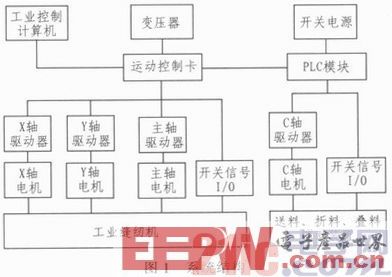
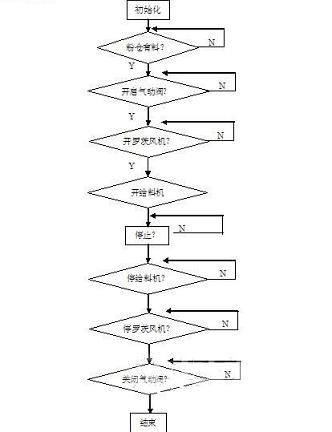
psi-200粒度仪由pfsa稳流装置、pccs电子控制装置、psdm固含检测单元、psts粒度探头装置、pcaa取样标定装置、pafs空气过滤器、vbs电磁气动阀箱等七部分组成。如图1所示。
3 运行对策
粒度仪是测检磨矿设备后的一级分级的溢流粒度,粒度等级要求是-74 μm。经过94个矿样标定,确定线性方程的回归系数ao=8.098 e=1、a1=-9.788 e=-2、a2=5.272 e=-2,根据实际使用经验,将a3设为0较好。经过近一年的使用,出现了一些问题,对问题深入分析,采取一些措施,应用效果良好。
3.1 死机
死机现象,是指操作面板的粒度显示不再变化,而操作面板上倒计时正常,断电重启后正常,一段时间后又死机。经过对现场观察分析发现,是粒度仪的矿浆进料不稳定所致。原因一是由于矿浆物料是铝土矿,对取样离心泵的过流件磨损较大,一段时间后泵出口压力变低,矿浆流量变化较大,影响对粒度的在线检测。解决措施,定周期修泵;原因二是粒度仪的溢流进料泵是变频调速,且与溢流槽液位连锁,目的是不冒槽。由于溢流槽的液位较低时,泵的转速自动降速,较高时自动提速,从而形成粒度仪的进料不稳定。解决措施,对变频泵的最低转速进行限制,参考离心泵的额定流量,以不打空泵为准(即大于泵进口最低压力),一般最低转速设定在全速的35%左右。
3.2 液位报警
液位报警是指时常出现pfsa稳流装置的进料缓冲槽液位满,无法再进料检测。经过检查发现稳流缓冲槽液位音叉开关积泥,导致误报。造成音叉开关积泥的原因,分析可能是气动阀风压不足、冲洗水压不足、进料量不足、冲洗水喷头堵塞、倒泵后未及时放完料等原因。定期检查喷头是否堵塞,倒泵后及时放净料,防止矿浆在粒度仪内沉淀堵塞。粒度仪技术要求:风压要求2-6bar,冲洗水压要求5-10bar,进料量不能低于30l/min。

交换机相关文章:交换机工作原理





评论