LED 机械应力失效分析

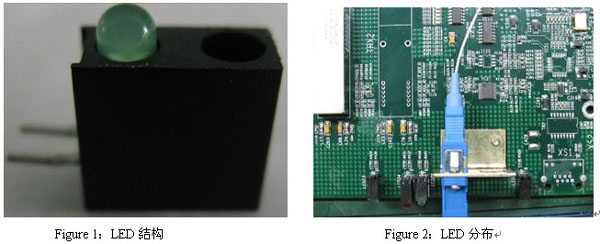
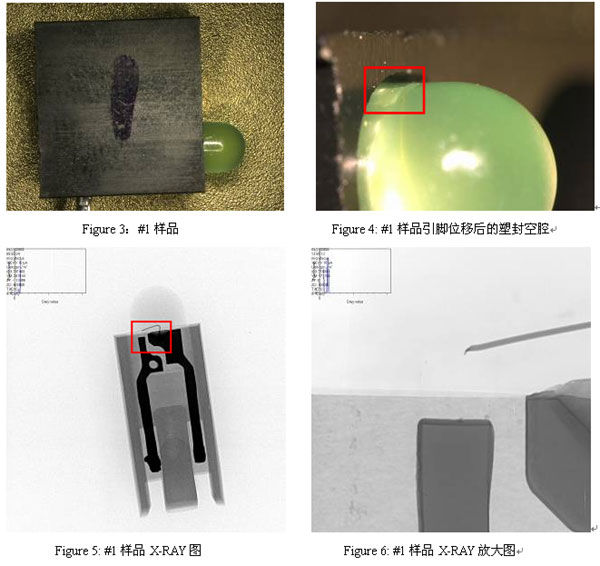
产品中相同结构手插件 LED|0">LED 的失效位号随机分布,失效比例高的 LED 集中在近离 PCB 板面的 LED 。 LED 的结构参考 figure 1 。
2 、失效机理:
组装时的机械应力导致 LED 引脚移位,使外引脚和内金线脱离而开路。
• 产品组装时因 前面板和机壳咬合不顺畅,装配后前面板与机壳间存在缝隙,操作员将 使用锤子敲击前面板。锤子误敲击在 LED 本体上时, LED 本体将向后移( LED 已经焊接在 PCB 上,两引脚固定),两引脚同时承受弯曲应力;
• 器件过波峰时无模具固定 LED 位置, LED 易偏移,在组装时需对器件位置矫正,当矫正距离和力够大时也会造成 LED 承受机械应力。
• 在上面位置的 LED 由于引脚长,并引脚弯曲位置离 LED 本体相对远,引脚变形允许范围和应力传递距离比在下面位置的 LED 大,所以失效率远低于下面位置的 LED 。
3 、分析步骤:
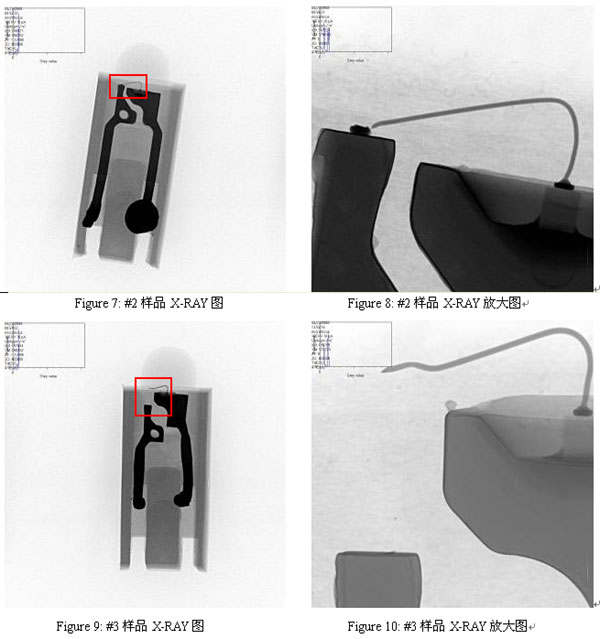
Step 1: 外观检测和 X-RAY 检测
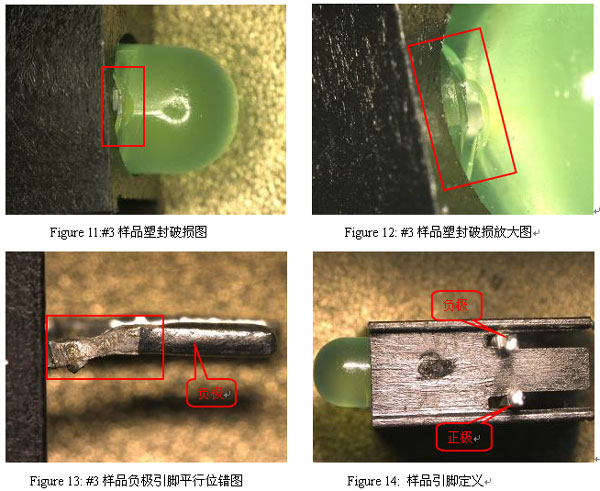
• 器件内部金线在钎焊端与引脚(正极)开路,引脚存在位移( figure 5 、 7 、 9 );金线断口成尖形,为金属机械拉尖( figure 6 、 8 、 10 );
• 在 #3 样品外观可观察到引脚错位( figure 13 )和塑封外壳破损( figure 12 )。
结合 1 、 2 说明引脚承受了向外的拉伸机械应力;
发生位移量大的引脚均是与金线钎焊的引脚(正极),因为该引脚线性度较大, LED 塑封对引脚的阻力小。
• #3 样品负极引脚外露部分平行位错;说明焊接后 LED 本体曾向前移动。(由于 LED 塑封体对负极引脚的阻力较大,因此当向前推时负极整体引脚不易移动,而只能是局部区域发生位错)。
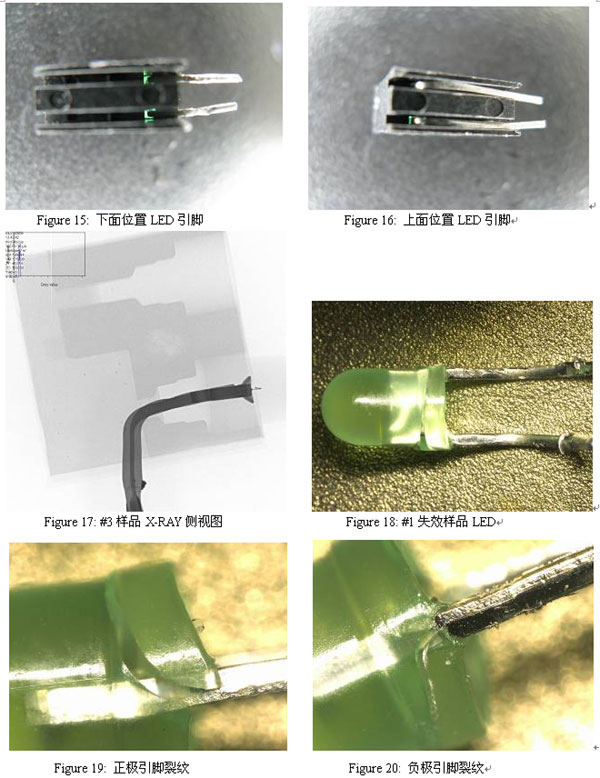
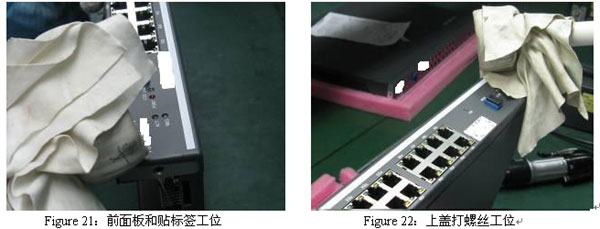
• 结合 X-RAY 侧视图和器件引脚图知下面位置 LED 引脚弯曲位置距离 LED 塑封体距离比上面位置的 LED 短(应力释放距离小)(参考 figure 15 、 16 、 17 );
• 从侧面观察失效器件引脚位置( #3 样品),器件引脚的弯曲位置在塑料外壳的拐角处( figure 17 );说明器件失效时引脚为弯曲变形;
• #1 LED 塑封破裂,正、负极引脚塑封体均存在裂纹,说明两引脚均承受机械应力;
• 塑封体的裂纹发生在引脚弯曲同边,说明器件引脚承受弯曲机械应力导致;
• 裂纹两边切口非圆边以及裂纹口存在大的位错,说明裂纹是由于机械应力导致而非热应力。
综上所述:器件失效发生在正负极两引脚同时弯曲时。而正负极两引脚同时弯曲发生在两个位置: a 、 LED 组装在黑色塑料外壳后的引脚成型时(供应商); b 、 LED 组装在 PCB 上后, LED 发生整体位移时(天通精电);
• 检查库存器件下面位置的 LED ( 4000pcs ),无不发光器件;
• 产品 LED 过波峰时无压件模具, LED 会前后或左右偏移,组装时将对器件位置进行矫正;
• 前面板和机壳本身咬合不顺畅,装配后前面板与机壳间存在缝隙, “ 安装前面板和贴标签 ” 与 “ 打上盖螺丝 ” 两个工位会使用锤子对前面板进行敲击,敲击位置在 LED 灯附近,容易对 LED 进行误敲击;
• 第一次测试为正常的 REG LED ,在重新组装后出现不良;
• 把正常 LED 灯组装在万能板上模拟:向前移动 LED ,无失效;向后敲击 LED 本体,器件失效,塑料本体破损,失效现象与分析样品相同。
综上所述 : LED 来料无失效品;
LED 本体承受向后的敲击应力时容易失效;
敲击应力来自于组装时的误敲击。
4 、结束语:
LED 引脚在承受拉伸、弯曲应力时容易破坏塑封体而脱离内引线造成开路。产品在组装已经 LED 的成型时避免有机械应力通过引脚传递到 LED 内。






评论