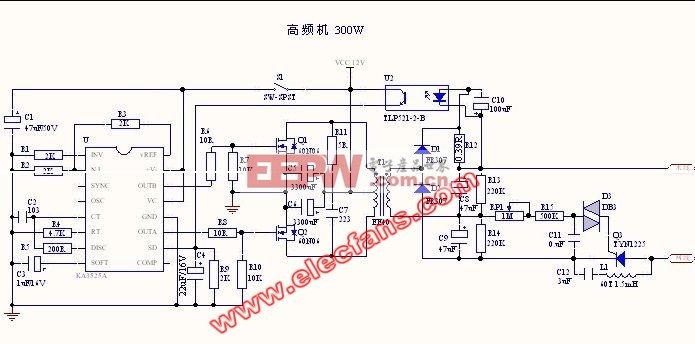
高频机UPS将是今后的发展方向
高频UPS与工频UPS相比所具有的优点
1、输入功率因数高
输入功率因数不超过0.8谐波电流有30%之大。如果前面接发电机,工频机UPS一般在200kVA,以下的输入电路都采用了晶闸管6脉冲整流。发电机的容量至少要3倍于UPS容量;如果是单相小功率UPS发电机的容量至少要5倍于UPS容量。
谐波电流小于5%,任何容量的高频机UPS输入功率因数都可做到0.99以上.前置发电机的容量理论上和UPS功率相同,大大减少了投资和占地面积等。尤其是对市电的充分利用具有良好的经济意义和社会意义。
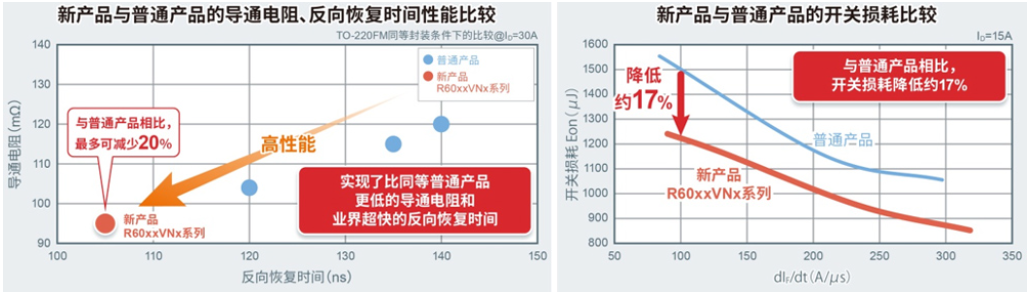
2、自身功耗小
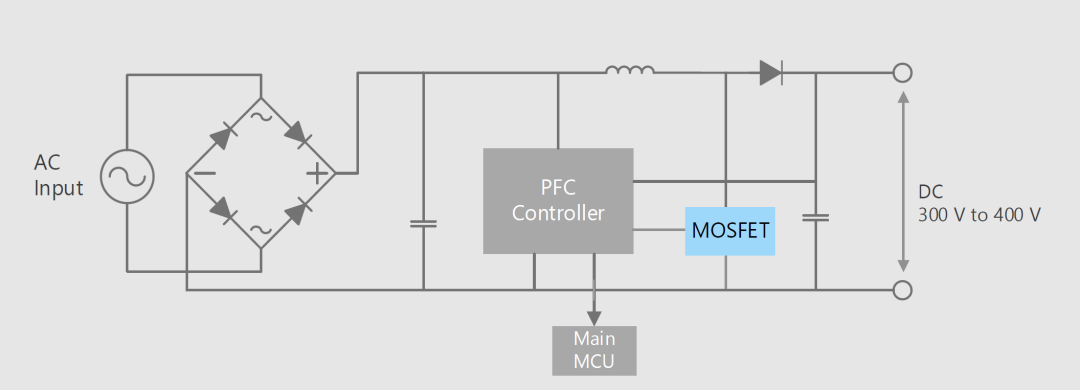
必需外加谐波滤波器或改为12脉冲整流,若要求工频机输入功率因数为0.95以上时.如图1所示。使得工频机UPS效率比高频机UPS低5%同为100kVA 容量时,工频机UPS每年要比高频机UPS多消耗5万度电!
3、对外干扰小
机械噪声影响人的身心健康,工频机UPS发生电噪声和机械噪声。电噪声影响机器的稳定度.降低工作效率。而高频机UPS工作在20kHz以上,20kHz人耳听不到频率,使工作环境安静下来。又由于高频机UPS输入功率因数高达0.99以上,对外干扰几乎为零。
4、体积小、重量轻
而同一厂家的250kVA高频机UPS重量只有830kg工频机UPS由于有了输出变压器和适应50Hz电感电容等低频器件使得体积、重量都很大。比如某品牌200kVA 工频机UPS重1380kg。
5、全数字技术
现在一般发展为数字与模拟相结合的技术。模拟技术的可靠性要比数字技术低。而高频机UPS技术是一种全数字化技术,工频机UPS当初采用的模拟技术.可靠性是很高的。
6、对电网的适应能力强
这又大大延长了电池的寿命。工频机UPS对于适应输入电压±15%变化已很不易;而高频机UPS甚至适应输入电压±30%以上的变化。
7、能将并机环流衰减到几乎为零
而变压器的直接并联最容易产生环流,工频机UPS并联是变压器的直接并联.而且这个环流的路径疏通无阻,如图2a所示;高频机UPS由于没有输出变压器,其并联如图2b所示,可以看出这里的环流路径上处处是障碍,小于2V电压差根本形不成环流,而工频机UPS此情况下就会形成很大的环流。
高频机的未来发展:
1、高功率因数低谐波
目前广泛使用的晶闸管相控整流器功率因数较低、网侧谐污染波大。提高固态焊机的网侧功率因数无论对于用户还是对于电网都变得越来越重要。因此,研究动态无功/谐波补偿装置、大功率高功率因数整流器的要求非常迫切。
2、高频化
目前国内固态焊机工作频率最高约800kHz,在有色金属管等特殊焊管方面还无法完全取代电子管设备。因此,提高固态焊机工作频率、扩大应用领域,并最终取代高耗能、低效率的电子管焊机是固态焊机的发展方向之一。
3、配套性与智能化控制
随着焊管生产线智能化程度和对固态焊机高可靠性要求的提高,必须加强固态焊机配套性设施的开发,如焊机水冷系统、负载匹配与感应器制作、密封机箱设计、速度—功率闭环控制系统等。同时,固态高频焊机正向智能化控制方向发展,具有计算机智能接口、液晶显示屏人机界面、远程控制、故障自动诊断等控制性能的固态焊机正成为下一代发展目标。
4、配套性与智能化控制
随着焊管生产线智能化程度和对固态焊机高可靠性要求的提高,必须加强固态焊机配套性设施的开发,如焊机水冷系统、负载匹配与感应器制作、密封机箱设计、速度—功率闭环控制系统等。同时,固态高频焊机正向智能化控制方向发展,具有计算机智能接口、液晶显示屏人机界面、远程控制、故障自动诊断等控制性能的固态焊机正成为下一代发展目标。
5、自动负载匹配
采用控制技术实现自动负载匹配,以适应负载的变化,提高固态电源的利用率和焊接效率。




评论