基于PROFIBUS总线的涡轮增压器生产线数据采集系统的设计
3.2 上位机
采用HP ML350服务器和研华工控机作上位机,通过CP5613通讯卡使服务器与CPU412-2 相连,这样PC与现场总线就连接成能完成组态、运行、操作等功能的完整的控制网络系统。HP服务器监控软件采用SIEMENS公司WINCC软件,可实现生产任务的下达和结束、将生产数据存入指定的数据库中、下线处理和设备故障清除。研华工控机采用自主开发的生产管理系统,主要完成产品清单、产品工艺、工单和工单工艺定制,并完成生产任务指令的下达,将工单工艺下载到TP270触摸屏上,而且可以对生产数据进行查询,并生成相应的报表,Execel。
3.3 SIMATIC S7主站
作为DP主站,CPU位于控制中心。本系统选用CPU412-2模块化PLC,它集成了PROFIBUS-DP现场总线接口装置,具有强大的处理能力(具有0.3ms处理1024语句的速度)。根据程序内容读取总线上的所有I/O模块的输入输出量并读取CP340内字节数大于4的条码放到相应的DB块中。
3.4 从站(Slave A,B)
从站A包括2个EM277带CPU226和1个IM153-2带CP340。CPU226主要完成生产数据的采集并监制专机检测设备的运行;CP340从条码枪读入条码。
从站B包括12个西门子TP270-10触摸屏。为数据采集、数据存入、下线处理和故障消息组态友好的人机交互界面,尽可能减少操作人员的软故障,及时向操作工反映通讯故障。
4 软件组态
STEP7组态:网络配置分为软件配置和硬件配置两部分,软件部分通过STEP7编程软件对S7-400 CPU412-2DP进行配置包括通讯速率,子站数量及站地址等。当软件配置完成后,各接入的监控信号在CPU中的对应地址将会自动生成。硬件配置主要是将ET200M子站的接口模块IM153-2上的地址拨码开关设置成与软件设置相同。因为是用CP340做从站读入条码枪的条码,因此CP340必须选择ASCII协议,还必须对此协议的起始终止位和奇偶较验等参数进行设置,并对CP340进行驱动程序下载。硬件组态如图2所示。
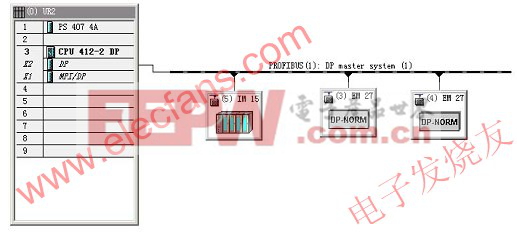
图2 硬件组态
在目前绝大多数的应用中,WinCC和PROTOOL都是作为生产过程的监控系统,完成数据记录并生成历史曲线,组态监控界面,生成报警信息等,而不参与生产过程的管理和数据的处理。但实际上,企业除了关心生产过程中的实时信息外,更希望能将这些信息有机的存储起来,在日后的产品追溯和产品研发中发挥更大的作用,本项目正好体现了这一点。
WinCC组态:这是整个系统的关键之一。本系统所有人机交互的信息都由WinCC来处理,包括:生产任务的下达、工艺参数的下达、生产任务的结束、数据存入、下线和数据覆盖等操作,这些都与整个生产过程紧密相关。WinCC自带的变量记录能够周期地记录每个标签实时数据,并将这些数据存放在各自的标签数据表内,各个标签对应的数据表是相对独立的;而项目要求将与一个产品相关的所有数据存放在一个产品数据表内,而且只需要测量点的数据,显然变量记录这个功能不能满足这个要求。但WinCC提供的全局脚本为我们提供了实现的工具。通过编写动作脚本直接与产品数据库进行数据交流,可将一组相关数据存入到产品数据表里。动作模块里的脚本是定时执行的,每段脚本都有各自的定时器。如果用时钟定时器作为触发脚本的定时器,则数据库里数据永远是当前的数据,而不是检测点的数据。在这里我们采用变量定时器来模仿按钮点击事件,即使用二进制变量,在变量变化且在上升沿时(变量=1)时执行脚本,同时在脚本结束时将该变量复位;这个变量的置位分散在各个触膜屏上。采集数据的存入动作程序流程图如图3所示。
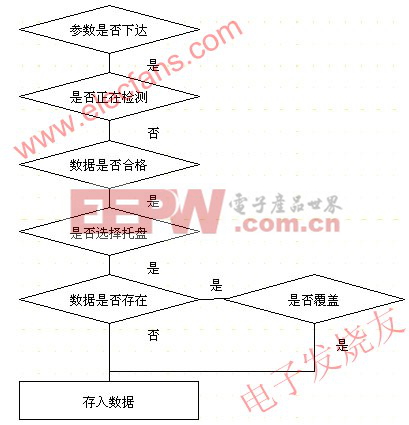
图3 存入动作的程序流程图










评论