基于S7-200的发电厂化学监控系统设计
3.2 下位监控部分
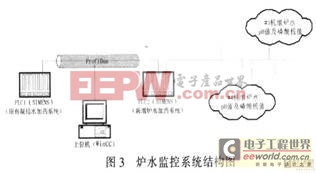
考虑到化学监控系统受控规模较小,且大多数为模拟量输入点,故系统下位监控部分(I/O模块)选用目前在工业控制领域应用较普遍的西门子公司的S7-200系列产品。该控制器具有很强的环境适应能力,适合于现场控制。通过选择不同的I/O模块l引接收和发送各种标准信号,并通过RS-485通讯接口方式与上位工控机实现数据双向通讯。控制器为专门设计的硬件产品,或直接将控制程序转移到S7-200 系统,以使控制器有更好的硬件支持及更少的硬件故障率,并实现更多功能。S7-200是基于PC的可独立完成数据采集与控制的可编程控制器,能在恶劣的工业环境中可靠运行,还具备通用编程功能,允许运行用C或C++等高级语言编译的应用程序。系统选用的调节设备为进口变频器,通过调节加药泵交流电机的转速控制加药量。该控制系统选用上位机软件WinCC+西门子PLC的组合方案。PLC系统通过PorfiBus总线与上位机WinCC相连接。这种配置的扩展性强,开放性好,便于实现整个化学监控系统。图3为炉水监控系统结构。
3.3 控制器选型
该控制系统CPU模块自带数字量的输入/输出,无需单独的D/A转换模块。以西门子的 CPU214作为控制器的核心(CPU模块),它具有丰富的指令系统,能够进行各种复杂的逻辑运算和算术运算以及各种函数运算,如信号标度变换、信号滤波、PID运算等。在CPU模块内部,由微处理器通过数据总线、地址总线、控制总线以及辅助电路连接存储器、接口及I/O单元。借助编程器接收键入的用户程序和数据;读取并解释执行用户程序;按规定的时序接收输入状态,刷新输出状态,与外部设备交换信息;诊断PC的硬件状态等。A/D转换模块选用 EM235,该器件是高速12位模拟量模块,能在149 ms内将模拟量转换成相应的数字量。输入电压信号或电流信号。一般来说,pH值表都有4~20mA信号输出,因此采用4~20mA标准信号输入。
4 系统软件设计
4.1 上位机控制软件
上位机采用WinCC系统,WindowsNT32具有的抢先多重任务的特性,确保对过程事件的快速反应并提供多种防止数据丢失的保护。WinCC是基于WindowsNT32位操作系统,在生产和过程自动化中解决可视化和控制任务的工业技术中性系统。它提供了适用于工业的图形显示、消息、归档以及报表的功能模块。高性能的过程耦合、快速的画面更新、以及可靠的数据使其具有高度的实用性。
除了这些系统功能外,WinCC还提供开放的界面,用于用户解决方案。这使得WinCC集成复杂、广泛的自动控制解决方案成为可能,可集成以ODBC和SQL方式的归档数据访问,以及通过OLE2.0和ActiveX控件的对象和文档链接。
4.2 下位机控制软件
STEP 7-Micro/WIN提供3种编辑器来创建程序:梯形图(LAD)、语句表(STL)、和功能块图(FBD)。用任何一种程序编辑器编写的程序,都可用另外一种程序编辑器来浏览和阅读,但要遵循一些输入规则。STEP 7-Micro/WIN项目窗口为创建控制程序提供了一个便利的工作空间。工具栏为常用菜单命令的快捷方式提供按钮;操作栏为访问STEP 7-Micro/WIN不同的程序组件提供一组图标,指令树显示所有项目对象和创建控制程序所需指令;程序编辑器中包括程序逻辑和局部变量表,可以在局部变量表中为临时的局部变量定义符号名。程序编辑器的底部有子程序和中断服务程序的标签。点击这些标签可以在主程序、子程序和中断服务程序之间切换。
4.3下位机控制软件编程实例
4.3.1 采样信号软件滤波
在现场调试时发现,该系统存在较为严重的信号干扰问题,通过查找问题并采用硬件隔离等措施均不见成效,由于工期较短、时间较急,故采用软件滤波的方法加以处理,这也是工程中常见的处理方式。
4.3.2 比例/积分/微分(PLD)回路控制指令应用
PID回路指令(包含比例、积分、微分回路)用来进行PID运算。S7-200的PID回路未设置控制方式,只要PID块有效,就可执行PID运算。在这种意义上说,PID运算存在一种“自动”运行方式。当PID运算不被执行时,称之为“手动”方式。同计数器指令相似, PID指令有一个使能位。当该使能位检测到一个信号的正跳变(从0到1),PID指令执行一系列的动作,使PID指令从手动方式无扰动地切换到自动方式。为了达到无扰动切换,在转变到自动控制前,必须用手动方式把当前输出值填入回路表中的Mn栏。
5 结论
基于西门子S7-200可编程控制器的发电厂化学监控系统应用计算机网络技术,实现生产过程的控制管理,提高设备运行效率和可靠性。该系统已成功应用于某4x300 WM发电机组。实践证明,该系统不仅满足生产需要,提高化学监控诊断及管理水平,而且为企业创造更高的经济效益。





评论