压力筛DCS控制系统的改进
堵网顺控的控制思路如下:一旦进出浆管道上压力差过大,超过设定值,即判断为发生堵网,此时,DCS及时做出反应,停止进浆泵,保证压力筛的浆压不会继续攀升,防止筛网堵塞状况的加剧;关闭良浆管道上的阀门(此时良浆量已经很小),防止大量的水进入良浆管道,降低后续浆池中储存浆料的浓度;同时,防止堵网排除恢复正常生产之后,大量的渣浆进入良浆管道,影响纸浆的质量;将尾浆管道上的阀门全开,压力筛内余存的浆料从尾浆管道排出,后续工段还可以对它进行再处理,防止纤维流失;打开高压冲洗水阀(高压冲洗水一般加在良浆出口处),利用高压反冲筛网,排除堵网。主要是为了防止浆流量发生剧烈变化时,例如纸浆中纸屑、塑料等杂质含量的突然增加导致的堵网,预处理环节一时处理不过来,从而使进出日浆压差剧增导致堵网。
(4)排渣率控制
由排渣率公式(排渣率=粗浆量/进浆量)可知,只要对进浆流量和尾浆流量进行有效控制,就可以保证排渣率的稳定。因此,在改进控制方案中分别设置了进浆流量控制单元和尾浆流量控制单元。压力筛进浆管道上的流量计与出浆管道上的阀门组成压力筛进浆流量控制回路(见图6)。尾浆流量一定的情况下,控制良浆出口管线上的阀门,也就相当于控制了其进浆流量。因为正常情况下,进浆流量基木上是良浆流量与尾浆流量之和。尾浆管道上的流量计与阀门组成尾桨流量控制间路。
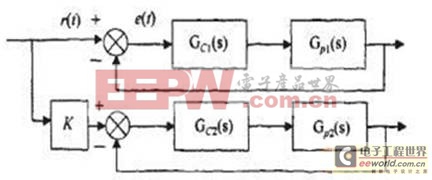
图6 排渣率控制策略框图
其中,Gc1(s),Gc2(s)分别为压力筛进浆流量控制器和尾浆流量控制器,一般选用工业控制中常用的PID控制器;Gp1(s),Gp2(s)分别代表进浆流量数学模型和尾浆流量数学模型,其数学模型皆可用一阶过程加纯滞后来描述,即为压力筛的排渣率。在此控制方案中,控制器参数根据经验确定,因此不需知道准确的对象数学模型。压力筛的排渣率就是此处的比值系数K,具体数值由工艺人员设置。对于压力筛浆料进口流量、尾浆出口流量配比是以设定值为基准进行的,这样有利于增强系统的相对稳定性。
(5)重渣时序控制
压力筛的重渣捕集器有4个阀:进渣阀(V1),排渣阀(V2),上冲水阀(V3)和下冲水阀(V4),阀门连接关系见图7。根据工艺要求,V1和V2在正常工作时,决不允许同时处于打开状态,以免渣浆连续排空,造成纤维流失。V1重新开启之前,应对渣捕集器注满水,防止压力筛内浆流快速进人重渣捕集器,使系统压力产生波动。停机状态下,由于控制排渣系统的4个阀门都处于断电状态,故它们均处于关的位置。
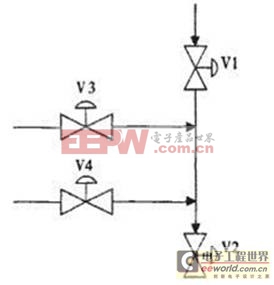
图7 排渣器阀门连接示意图
正常运行时,V1打开,其他阀关闭,处于装渣状态。装渣设定时间(T1)到系统开始排渣。各阀门开闭顺序为:V1关闭→V2、V3打开→V2关闭、V4打开→V3、V4关闭→V1打开→进入下一轮排渣循环。T1、T2和T3的设定取决于渣浆量、捕集器的排空速度及对捕集器注满水的时间。排渣控制时序如表1所示。
表1 排渣控制时序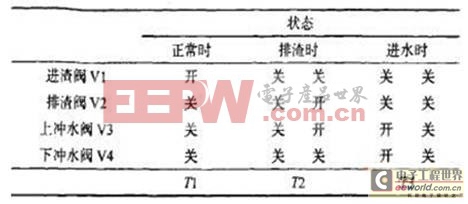
3 压力筛控制算法实现
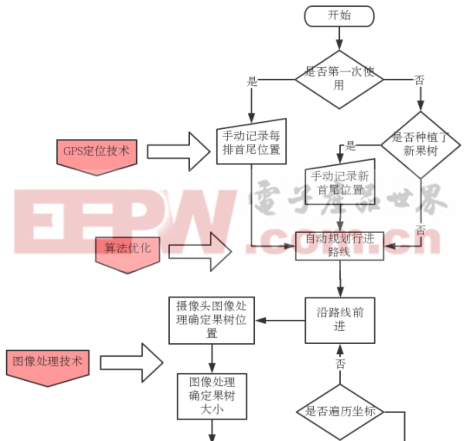
西门子S7-400控制站本身提供了3种形式的PID子程序,本系统采用其提供的位置式输出PID函数功能块FB41,利用该功能块,只要正确设定FB41的接口参数,控制效果能达到令人满意的程度;在比值控制时,使进浆和尾浆的流量设定值保持一定的比例,在预处理时,先转化为手动状态,使尾浆调节阀开度按5%递增,而良浆阀按5%递减,然后再转化为自动,周而复始,直到满足条件为止。如果堵网,则停止进浆,全开尾浆阀,全关良浆阀。对压力筛的控制算法如图8所示。

图8 压力筛控制算法
4 结 语
本方案的技术关键在于压力筛在正常工况下,必须保证其适度的排渣率。在系统有发生堵网的趋势时,及时发现这种趋势,并使系统作出适当的动作,从而迅速扭转这种趋势,使压力筛回到正常的工作条件下;一旦压力筛出现了堵网现象,能及时发现并消除,保证系统的正常运行。对于正常工况下的排渣率控制,拟将采用进浆流量控制和尾浆流量控制组成比值控制系统,通过设定进浆和尾浆流量的设定值,使这两者都工作在设定值附近,从而保证适度的排渣率。对于发现并消除堵网趋势,拟将采用堵网预处理环节:监控压力筛进浆与良浆之间的压差,一旦发现压差值偏离设定值达到一定的幅度,系统自动关小进浆流量,同时增大尾浆流量,并打开稀释水阀,这样筛体内的纸浆浓度适当下降,从而改善工况,使压差值逐步恢复到正常值;在这个环节,阀门开度会随压差自动改变,步进量要通过实验得出适合值。堵网环节的处理也采用监控进浆与良浆之间的压差,若其值大于设定的高限值,系统完全关闭进浆阀和良浆阀,并打开尾浆阀和稀释水阀,使筛体内充满清水,在旋翼的作用下,逐步消除堵网,使压差恢复到正常值。压力筛体内的浆浓也是影响压力筛处理能力的重要因素,浆浓的稳定有利于压力筛保持一个稳定的工作状况。传统的压力筛堵网时,一般停机进行处理。这样就会影响进浆的速度和数量,而现在的处理措施就是在压力筛有堵网趋势时就开始采取措施,从而使筛子在堵网不严重的情况下轻松地消除筛孔(缝)的堵塞物,从而保持了生产的连续性。进浆流量控制和尾浆流量控制组成比值控制系统,保证了排渣率的恒定,使压力筛能从根本上在稳定的下况下运行。
该压力筛控制系统增加了堵网预处理环节后,系统的安全性、可靠性、稳定性比原来有了大幅度提高,减少了为防堵而额外添加的机械设备,节约了资金,降低了安全隐患。此外,对制浆过程筛选工段的成功控制,除了能提高纸张质量之外,还有以下儿方面的经济价值:①减少设备磨损,延长设备使用寿命。从高浓除渣器出来的纸浆中,夹杂着大量的砂石、铁钉等,它们对洗浆机的洗网损伤很大,每节约一张网,便能减少直接经济损失近2万元;②节能降耗。实践表明,对此工段实行自动调节,可以明显地减少清水或白水的消耗,从而减轻浆料浓缩和碱回收工段的负担;③对后续的漂白工段可减少氯气的消耗量。氯气是剧毒、强腐蚀性气体,对操作工人的身体健康和纸浆漂白设备的使用寿命影响极大,减少氯气的消耗对保护环境的意义也相当重大。因此,对筛选工段实施自动控制,具有较好的经济效益和社会效益。

pid控制器相关文章:pid控制器原理

评论