压力筛DCS控制系统的改进
(2)进入压力筛的浆浓应该保持相对稳定,这样可以保证在一定流量下,单位时间进入压力筛的绝干浆量是稳定的,同时也防止中间槽内纸浆过浓而导致浆泵无法稳定打浆。浓度计安装在浆泵后,而稀释黑液在浆泵前进入。稀释黑液阀和浓度计构成单回路PID(图3回路②)。
(3)进浆流量的控制需要非常精确,在前端,它直接影响中间槽的液位,它的流量必须和进中间槽的浆址相匹配;在后端,它的流量必须和压力筛的处理能力相匹配;所以本方案选择用良浆出口阀来控制进浆量。压力筛进口和出口的压力差反映了压力筛的工作状态,进出口压力差保持在0.01~0.02 MPa时,压力筛正常工作,压力过大则很可能导致筛孔堵塞,压力过小则没有正向流量,即没有或者有很少的良浆产出;而良浆出口阀又直接影响压力筛的进出口压力差。综合考虑中问槽液位、进浆流量、压力筛压力差,其最佳方案为:中间槽液位与进浆流量串级后输出,该输出与处理后的压力筛压差进行比较,其较小者输出控制良浆出口阀若较小者的值大于设定的高限值,系统完全关闭进浆阀和良浆阀,并打开尾浆阀和稀释水阀;若较小者的值小于设定的低限值,进浆阀和良浆阀开度会增大,通过阀门开度的调节保证进浆量的稳定。这样在压差较稳定时,自动选择控制液位和流量,在液位和流量比较稳定时,自动选择控制压差,达到自动兼顾的控制目的(图3回路③)。
(4)尾浆的流量非常重要,尾浆率太低会使筛渣浓度过高,造成糊筛甚至挤破筛板;尾浆率太高则降低了压力筛的下作效率。所以尾浆流量要和进浆量按比例控制,尾浆率一般控制在15%~20%的范围内(图3回路④)。
(5)稀释黑液量必须和尾浆的排出量相匹配,故在控制上选择稀释黑液量与尾浆排量按比例控制(图3间路⑤)。
1.2 压力筛控制的难点
(1)比值控制繁多
废纸制浆造纸压力筛控制系统中,为了保证杂质去除率和降低纤维损失,压力筛的进浆、出浆和稀释水流量必须按照设备筛选效率和产量进行严格配比和精确控制。系统中大量采用了比值控制。因此只要有一个回路,尤其是前级回路出现波动或信号检测误差偏大,后续回路便会出现较大波动,甚至震荡。所以系统能否正常运行的关键是这些回路能否正常工作。
(2)设备连锁关系复杂
由于系统是封闭的,如果压力筛出现浆料堵塞,那么设备或管道将会堵塞,这必将导致严重事故,所以系统必须具备很强的自动排堵和故障诊断功能这些是通过阀门、泵、电机及控制回路的连锁来实现的。一旦出现堵塞现象,DCS会通过连锁关系使相关设备做出相应的反应,避免发生严重事故。
正常停机后,浆料完全排除,整个系统充满清水;另外,系统工作是带压的,启动时,压力筛进口压力可达0.5 MPa。因此,系统的启停顺序要求严格,必须严格按照操作规程,进行设备的启停。
(3)系统排渣阀门动作时序要求严格
系统正常运行时必须实现杂质的有效捕集和及时排空。否则,渣浆堆积成硬块会堵塞排渣口,不但不能使渣浆沉降到渣捕集器中,反而会卷入到良浆中,造成设备(如筛篮)的磨损,导致严重事故。同时,排渣过程中,还要防止空气进入封闭系统。所以控制系统对渣浆排放要求严格,具体表现在排渣阀门的动作时序上。
2 压力筛的改进控制方案
改进压力筛控制方案如图5所示。与常规控制方案(见图4)相比,改进控制方案是在原程序基础上增加了低选环节和堵网预处理过程。如图5所示,当进出口浆的差压超过正常工作时的HLT(1~4 N/cm2),但又低于完全堵网时的差压HHLT,即压力筛开始出现堵网的趋势时,如果对其进行一定处理,完全可以扭转这种趋势,避免压力筛堵网情况的出现。本方案就是基于这种理论设计的。其中,HLT为正常工作时的浆料压力上限。

图4 改进前的压力筛控制图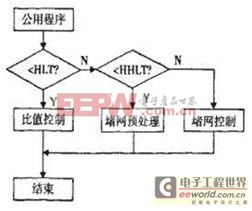
图5 改进后的压力筛控制图
(1)比值控制
当压力差低于正常工作的设定值HLT时,进、出口桨的压差一般很小,通常在1~4 N/c㎡。在这种情况下,压力筛进桨管道上的流量计与出浆管道上的阀门组成压力筛进浆流量控制回路,尾浆流量一定的情况下,控制良浆出口管线上的阀门,也就相当于控制了进浆流量。因为正常情况下,压力筛是不加冲洗水的,进浆=良浆+尾浆。正是利用了这种间接控制,省去了进浆管道上的阀门,节省了经济开支,同时达到了很好的控制品质。尾浆管道上的流量计与阀门组成排渣流量控制回路,并与良浆成正比关系。正常情况下,压力筛就在这种方式下工作。
(2)堵网预处理
考虑到工厂中高压反冲洗水的难以实现,本方案将反冲洗水改为普通高压水,做稀释水之用。此处,将稀释水加在压力筛的进浆管道上,要求水压比进浆的压力高5 N/c㎡以上即可,大大降低了对反冲洗水压力的要求。
当检测到的压力差大于HLT,但又同时小于堵网设定值HHLT时,DCS系统将作出如下的动作:在良浆管道阀门原有开度值的基础上,以较大的递减量关小此阀门,减小良浆产量;同时,以较大的递增量开大尾桨出口管道上的阀门,提高排渣率,增加尾浆流量;打开稀释水管道上的阀门,向压力筛注水,降低浆浓。这样,在较低的浆浓和较大的排渣率条件下,网孔的堵塞状况会得到良好的改善,最终很快消除堵塞,进出口浆的压差随之降低,然后关闭冲水阀,使系统自动回到比值控制下。
一般情况下,压力筛的异常堵网都会在这种情况下克服。其动作与堵网顺控相比,幅度大大降低,而且浆泵始终处于开状态,保证了系统连续平稳运行,避免了停车事件的频繁发生,大大改善了控制质量。
(3)堵网处理
压力筛在正常工作情况下,设在进、出口管道上的差压变送器检测到的压力差在一般情况下是很小的,其数值在1~4 N/c㎡之间;一旦压力筛出现堵网,则进、出口差压变送器枪测到的压差会急剧攀升。此时若不作适当的处理,压力筛的筛网将继续堵塞,良浆产量骤降,影响正常的工业生产;同时,压力筛和高浓除渣器以及管道内的压力将不断增加,可能损坏设备甚至产生严重的人身伤害。因此,一旦差压变送器检测到的压力差达到某一设定值(如30 N/c㎡),DCS将认为此时压力筛已经处于堵网状态,将及时做出处理,排除故障,保证正常的工业生产。其数学表达式如下所示:
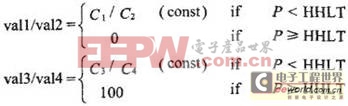
式中,val1,val2,val3,val4分别代表压力筛进浆管道的调节阀阀位、良浆出口管道上的调节阀阀位、尾浆管道上的调节阀阀位和反冲洗水阀的阀位;C1、 C2、C3、C4分别对应正常工况下的阀位值,范围在0~100之间。其数值可根据压力筛的排渣率等要求,由工艺人员进行设置。HLT为事先设定的堵网压力值。P为压力筛进浆口与良浆出口管道上的压差检测值。

pid控制器相关文章:pid控制器原理

评论