冷连轧机辊缝自动标定原理及应用
斜楔水平调节量(精调)
Swedge =(Hpassline-Hplate )/tanθ’ (5)
式中,Hplate为梯形台调整高度;tanθ’= 1/20为斜楔斜率。
轧制线调整的计算精度是辊缝标定能否成功的关键,通过轧制线的计算可以为轧机辊缝标定提供标尺和参照,从而保证轧机辊缝相对零点在同一水平线上。
3 辊缝标定分析
3.1 辊缝标定分类
辊缝标定可分为无带标定和有带标定,无(有)带标定是在机架内没有(有)带钢的情况下进行的标定。这两种标定过程存在很大差别,无带标定是对“零点”的校正,即辊缝标定必须达到设定的基准位置;而有带标定继承了无带标定的轧制力和辊缝基准值,标定的最终目标是达到原来的辊缝位置[3]。通常在液压缸实际位置和位置计数器数值之间出现偏差时,必须进行无带标定;另外,如果更换支撑辊或位置计数器数据突然丢失(控制器复位、电源掉电或位置计数器失效导致),也应该进行无带标定。在轧机有带钢存在并且更换工作辊或中间辊重新调整水平轧制线后,应该进行有带标定。由于有带标定相对比较简单且原理与无带标定相同,因此本文仅介绍无带标定。
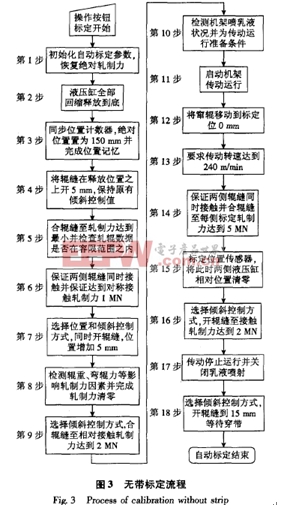
3.2 无带标定过程
鞍钢1 450 mm冷连轧机无带标定执行顺序见图3,其中控制方式包括位置控制方式、轧制力控制方式、单轧制力控制方式和倾斜控制方式。启动标定功能之前,需要满足如下基本条件:轧机没有快停信号和维护方式信号、位置计数器无报错、HGC系统状态OK、乳液系统和传动系统状态OK。在无带标定过程中,需要对HGC、弯辊控制、窜辊控制、乳液喷射控制、传动控制等多方面因素进行检查校准,完成相对轧制力、辊缝位置、辊缝倾斜的零点标定,最终找到正常轧制时HGC的零点标准。自动标定过程是通过Siemens公司的TDC系统实现顺序控制,当标定条件满足时,可以在操作面板或HMI中启动自动标定过程,然后通过SFC软件实现基本顺序控制功能,步骤之间转换条件收集和中断报警功能由CFC软件实现。系统对每一步执行过程都设有超时监控功能,一旦超时顺控过程会立即终止且系统恢复到自动标定之前的状态。前一步完成后,下一步包括它的连锁条件就立即执行,只有步骤之间的转换条件全部满足后,才能完成自动标定的全部过程。当完成全部标定过程后,说明轧机状态正常,可以开始轧制,并将辊缝位置合到15 mm,为穿带生产准备条件。







评论