单片机在旧铣床改造中的应用
在处理意外事故如突然停电、断刀等,要注意暂停位置不是事故发生的位置,确定事故发生在哪一条指令内是很重要的。记录对刀点,换刀后重新对点,指定指令序号重新传输数据,设计软件可以自动跳过指定条件以前的指令,不必保存刀具位置的当前信息,快速释放部分存储空间,此方法对处理意外事故行之有效。
主要技术指标
旧设备技术改造后,主要技术指标为:
步进电机脉冲当量为0.01。
X、Y、Z轴最大行程为5000mm×3500mm×600mm。
加工圆弧时允许的最大半径为2800mm。
刀点切向运动速度V新≈(7/9)V旧。该速度分为30级,0级为最低是9.20mm/min,29级为最高级是200.00mm/min,级差约为6.00mm/min(其中圆弧加工允许最高速度为20级,直线加工允许最高速度为29级。快速定位只能沿坐标轴方向运动,其运动速度不受级别限制,直接可达到320.00mm/min)。
单片?PS中memory一次最多能容纳用户程序约9000个ASC Ⅱ码。
实际加工曲线和理论曲线在法向上的最大误差小于0.4个脉冲当量。
加工斜线可以三坐标轴联动、两坐标轴联动,加工圆弧是X、Y方向两坐标轴联动。
3 抗干扰设计
为了保证加工质量,考虑到工业现场的环境、干扰因素等情况,在设计和调试过程中,对?PS控制系统采用软硬件相辅相成的方法进行防干扰设计,主要采用下面四种方法:
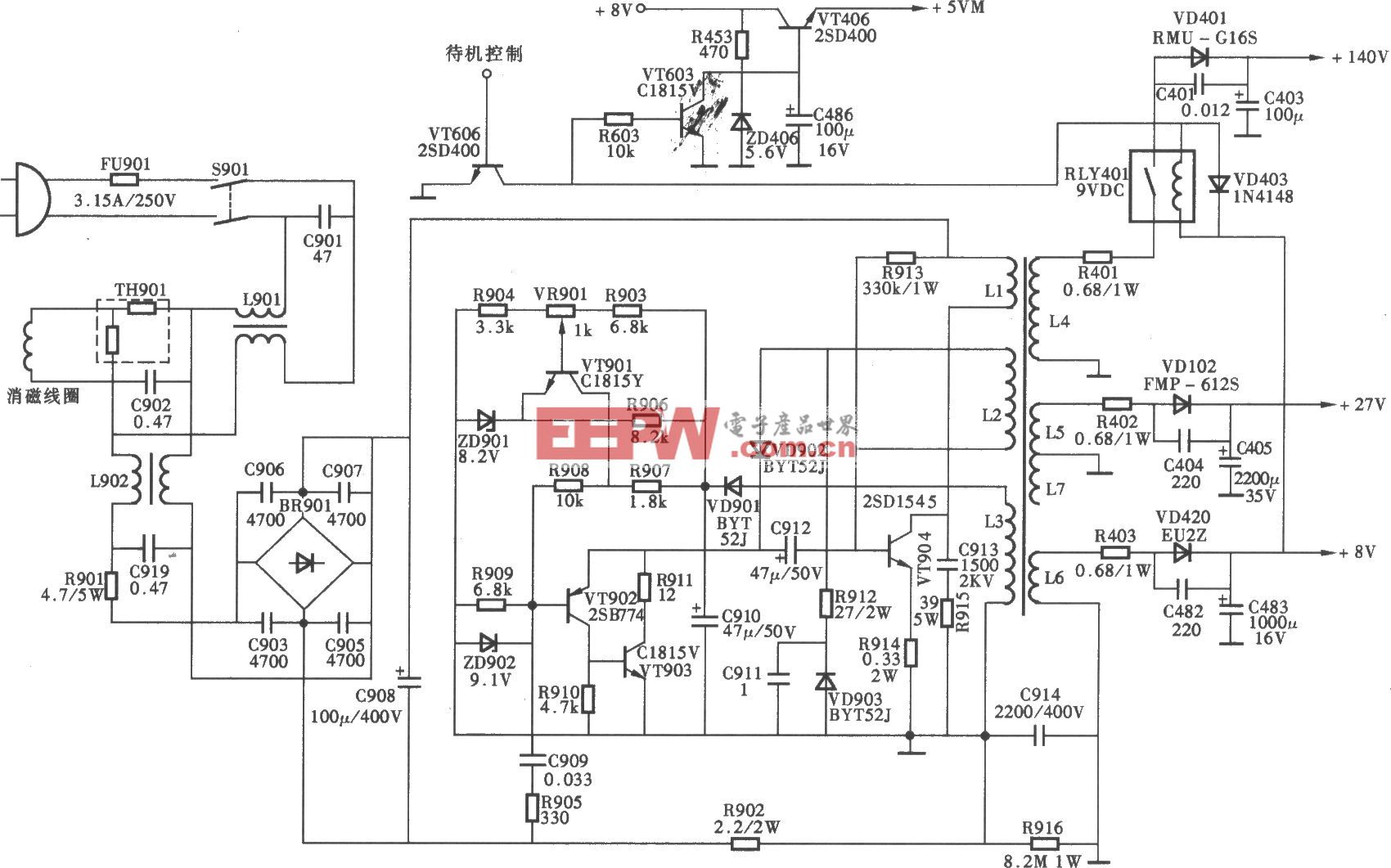
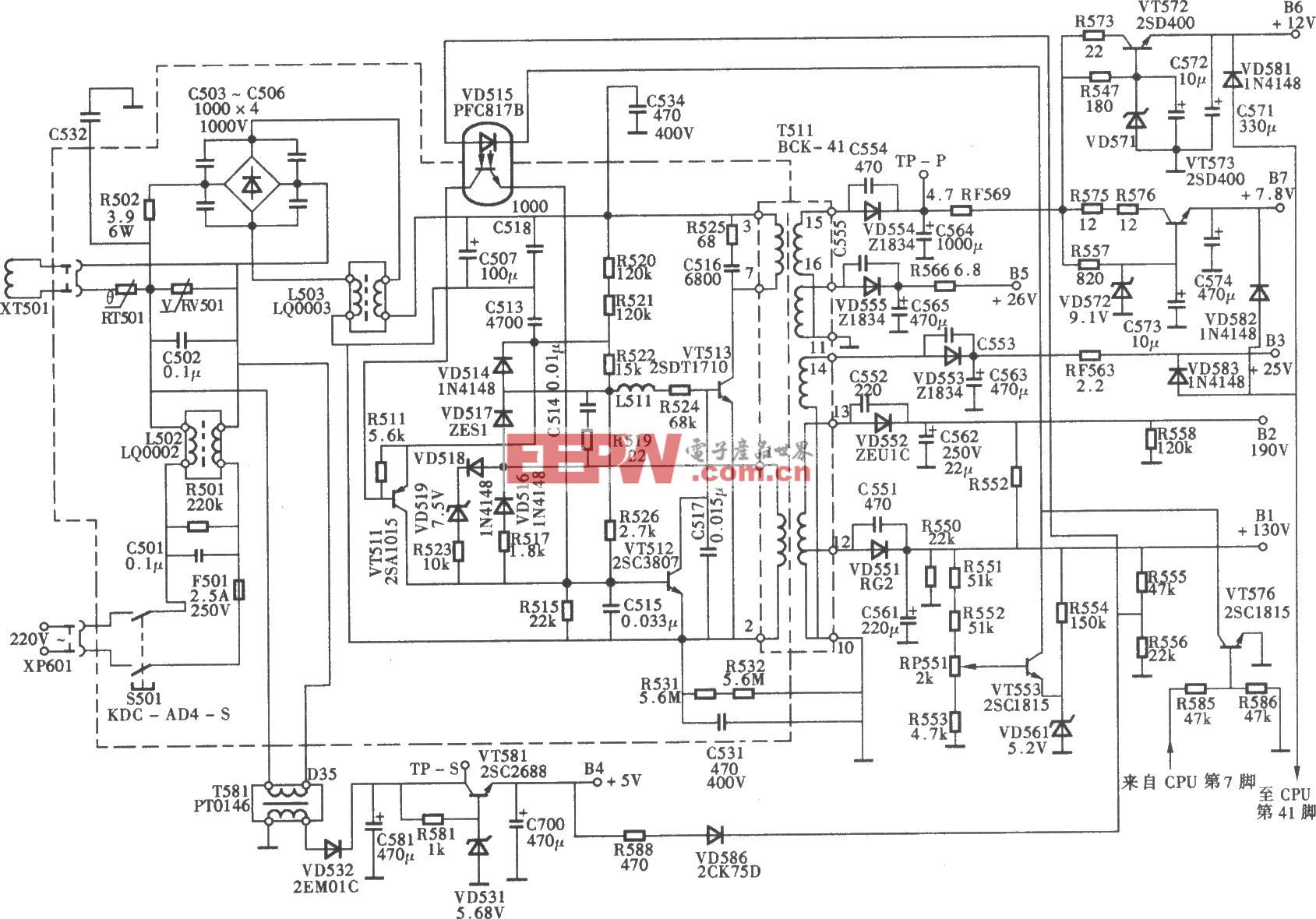
采用高抗干扰性电源。二次变配电进入机加工车间时,已经过一些有效地抑制电网中尖端干扰的电路。选用低功能、工作电压范围宽、高抗扰性能的开关电源为计算机的电源,就能保证供电电源的质量。
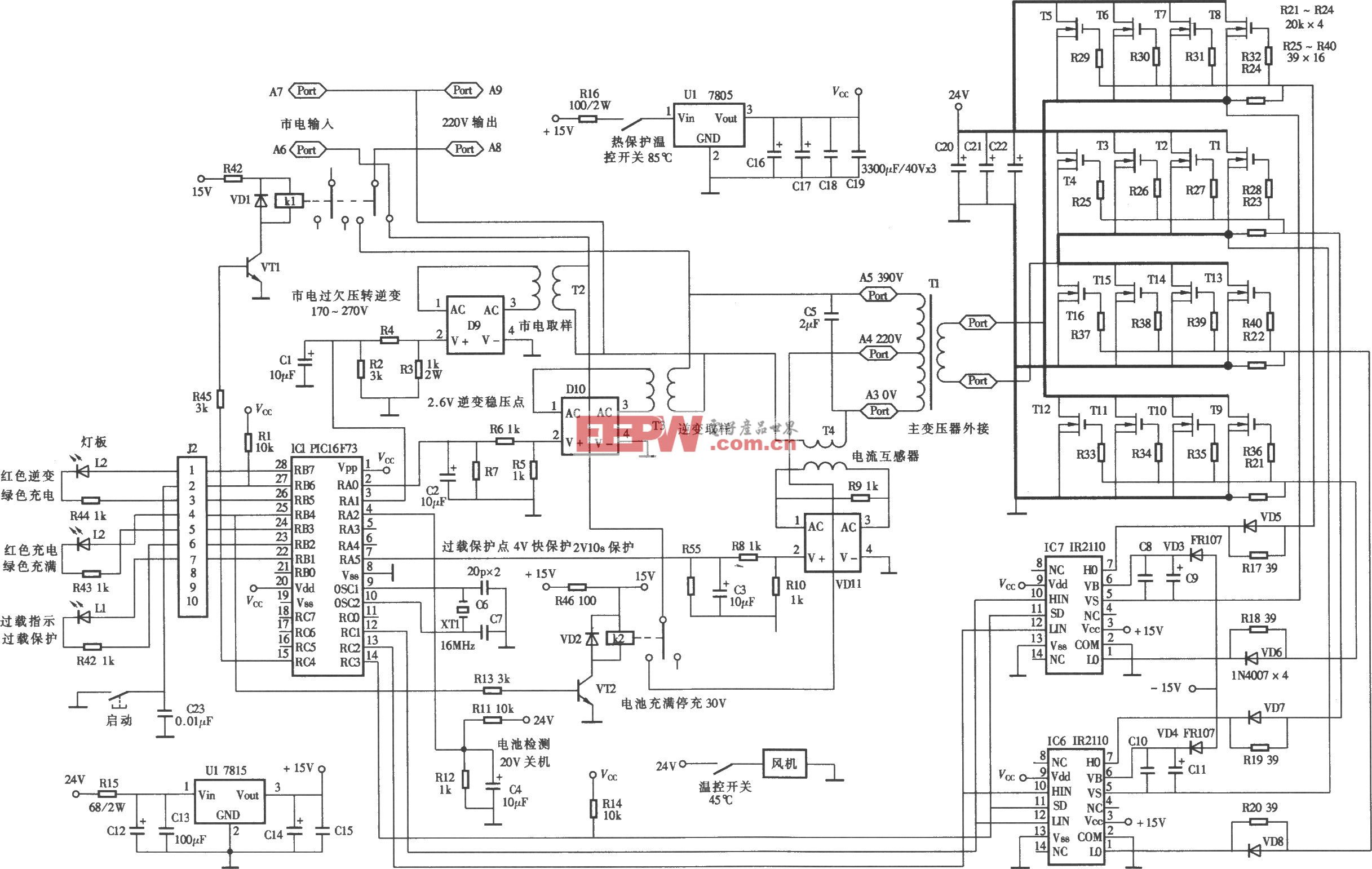
采用“全浮空”技术。在?PS的I/O接口与功放电路之间采用光电隔离技术,使其地线独立,以抑制干扰信号的产生和传导。
采用“独立通道”技术。“浮空”技术虽可有效地抑制共模干扰,但对消除工业现场周围的电磁干扰能力不够,在硬件上采用屏蔽、滤波、消抖等方法和软件上采用分级管理控制的方式,可以有效地抑制这种干扰。
采用“模块化”设计方法。编制软件以模块化设计方法为主,辅以中断、冗余、数据滤波、防程序跑飞、数据打包等防干扰手段,从而进一步提高了改造系统的可靠性。
4 结束语
对旧铣床改造的实践表明:整机加工性能稳定可靠、抗干扰能力强、便于维修和故障处理。生产效率比原来提高了70%。








评论