笔芯内径机器视觉测量软硬件测试方案

检测内容
笔芯内径机器视觉测量系统
检测要求
精度±0.03mm,速度120~180个/分钟
视觉可行性分析
对样品进行了光学实验,并进行图像处理,原则上可以使用机器视觉系统进行测试测量。
结果:
对所有样品进行分析,可以在不同的光照与位置下测量出笔芯的内径。
使用的LED光源、工业相机、工业镜头等硬件的具体信息,请参看下面的内容。
测试条件:
产品测试时,视场留有一定的包容空间,但这不意味着在视场内就一定能得到非常准确的测量数据。原则上需要机器视觉系统有较精密的定位与固定装置。
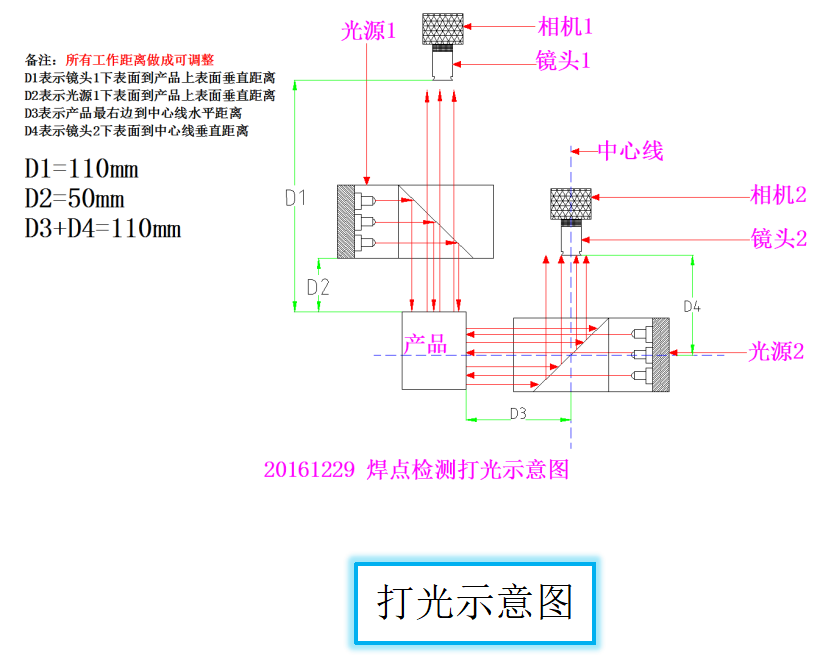
安装条件:
以产品为中心,两边对称,每边分别有一个LED光源、一个工业相机、一个工业镜头、一个光学延长管,两路影像系统共用一个频闪控制器,一块图像采集卡。
光源工作距离:25~30mm,指光源发光表面到目标表面的距离
相机工作距离:100~105mm,指相机镜头表面到目标表面的距离
视场:10*7.5mm
测试照片:
不同产品的测试结果:

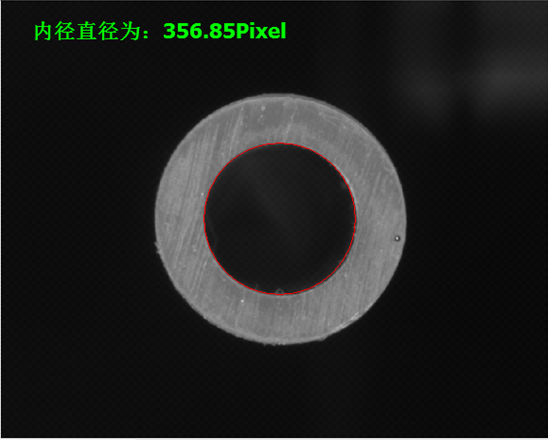
不同的产品,测量的数据只能作为参考。但是我们可以看到,即使内径有毛刺,也可以对内径进行比较准确的测量,但是当毛刺比较大时,会对内径的测量造成一定的影响。
同一产品在不同亮度测量,测量的结果基本上保持一至,在没有曝光过度时,甚至无变化。
同一产品在不同位置的拍摄效果可以看到,会有约3个像素的变化,这个是系统的重复精度。即当产品在不同的位置以不同的角度拍摄时,其重复测量的精确度。重复精度越高对机器视觉系统的稳定性越好。
【硬件配置】

【安装示意图】
专栏文章内容及配图由作者撰写发布,仅供工程师学习之用,如有侵权或者其他违规问题,请联系本站处理。 联系我们
关键词:
机器视觉系统
内径视觉测量
视觉检测
相关推荐
煅造视觉检测的“火眼金睛”,Sherlock8可助一臂之力
基于云端协同的产品包装外观质量检测系统*
图像采集卡是什么东西?
AMD 锐龙嵌入式 7000 系列助力研华科技 Micro-ATX 主板
高速工业相机:快节奏“慢放”,远距离“微视”
机器视觉系统在现代包装行业中的应用
机器视觉系统
当6 TOPS不再是极限:米尔RK3576 + Hailo-8,让高帧率摄像头真正“实时”
发动机曲轴非接触式自动检测系统的研制
凌华科技机器视觉系统EOS-JNX-I支持优化交通信号管理
嵌入式机器视觉系统中ARM与DSP的数据通信设计方案
视觉检测设备的崛起,助力医疗设备的发展
基于ARM+DSP的驾驶员眼部疲劳视觉检测算法设计
图像传感器在包装盒内物体检测的应用
泛华恒兴推出综合视觉检测平台