基于LabVIEW的数控机床网络测控系统--基于B/S模式的软件设计 (二)
在Analog Tag Configuration的Connect目录下的Item与OPC服务器的项名进行匹配,并对Tag进行了详细的描述,如OPC服务器,工程量的范围,报警的上下限,更新的死区等等。在运行时,标签引擎Tag Engine会根据。scf文件的配置建立与OPC服务器的连接。当OPC服务器与。scf文件配置好以后,可以在LabVIEW的前面板上通过Numeric Control,Numeric Indicator控件读写现场采集的数据,Numeric Control,Numeric Indicator控件通过人机向导HMI Wizard For Analog Control与。scf文件Tag进行匹配,并自动默认控件的Lable为与之对应的OPC配置所对应的项名。
本文引用地址:http://www.eepw.com.cn/article/270599.htm当DSC引擎运行起来以后,它就开始记录数据、事件、错误等,并将数据记录到暂且称之为“大本营数据库”里,即运行的程序都是从“大本营数据库”里取数据或发送数据。可以看到,在程序运行的过程中,通过DSC引擎在LabVIEW和OPC服务器之间传递着数据,发挥着中间桥梁的作用。DSC模块的运用,使得界面之间的切换更加友好化;并通过设置标签的配置的更新速度、刷新频率等成功解决了数据更新速度慢、界面之间切换慢的问题,保证了控制的实时性和可靠性等要求。
(4)报表生成和实时与历史曲线显示
现场采集来的数据可以以报表的形式输出到Execl表格中,以供存储与浏览。然而,LabVIEW本身没有强大的实时数据库,只有通过DSC模块生成的。scf文件来记录数据并存入历史数据库,但是它是根据记录死区log Deadband所定义的偏差来记录数据的,而不是根据时间记录的,只有当数据的变化超出偏差时才记录,因此,会导致在生成报表时数据和时间不对应。鉴于上述原因,一般通过编程来实现会比较好。
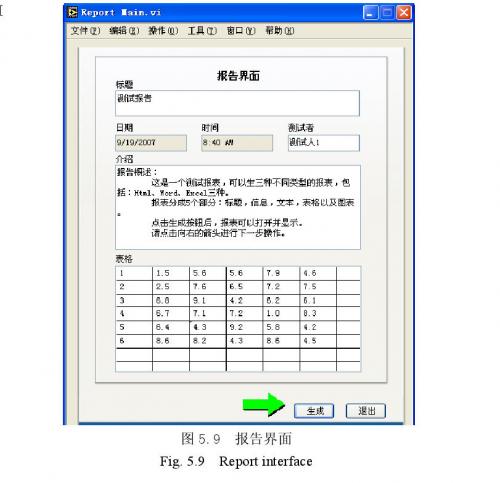
编程如下:先将要求记录的标签Tag的值按照时间间隔(如1小时)写入一个表(如控件Table),然后再根据要求记录的数据个数(如24个)将Table的记录数据写入Excel中,并将Table清空。这种方法只要求用户定义报表输出周期和数据输出的周期即可。
例如:要求每小时记录一个数据,每天生成一个报表,就可以只设定数据输出的周期1小时,数据的个数24个即可。到目前为止,此种方法在现场控制中应用效果非常好。
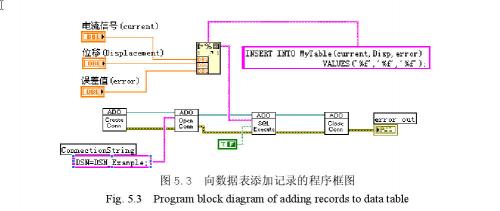
尤其在编程过程中,调用了LabVIEW中的两个子VI:Generate Unique Filename.vi(用来指示报表的路径及时间)和Array to HTML Table.vi(用于生成报表的格式),使得流程图的编译更简单、简洁,并增加了软件的可复用性。具体数据存储及报表生成程序和报表生成界面如图5.8和图5.9所示。
在实现实时曲线时,调用了DSC模块提供的Trend Tags.vi,该子VI的输入为标签(Tag)和时间长度,可以通过编程来实现X、Y轴显示的数据范围的大小;实现历史曲线时,调用DSC模块提供的Read Treace.vi,通过Historical Trend控件可以查看任意历史时刻的采集的数据,通过选择不同的现场采集点,X、Y轴的量程范围也随之变化。




评论