星辰伺服系统在定长横剪生产线上的应用
一.市场现状
目前,在一些定位精度或动态响应要求比较高的运动控制中,广泛使用数字式交流伺服系统。这种伺服系统的驱动器对电机轴后端部的光电编码器进行位置采样,在驱动器和电机之间构成位置和速度的闭环控制系统。其位置控制分辨高,可靠性好,已成为伺服系统的发展趋势。
定长控制广泛应用在轧钢生产中,其控制性能的优劣直接影响着产品的质量。目前大多数老的生产线还是采用传统的直流伺服控制,但在新的生产线尤其是对生产效率和产品精度要求较高的场合广泛使用数字式的交流伺服系统,其优越的性能已在生产中得到了充分的体现.
1.系统组成
开卷较平横切机组是一种常用的板金设备,通常它将0.2mm~4mm的金属卷材按照用户的要求横切成板材。卷材横剪机组主要有放料部分、较平部分,活套部分、送料部分、剪切部分和码垛部分组成。送料部分的运动是间歇运动,在送料运动停止期间,剪刀部分运动并将送料部分送来的材料横向切断。放料和较平部分是连续运动的,而活套部分是协调送料部分和放料部分的速度。机组的结构示意图如图1所示。
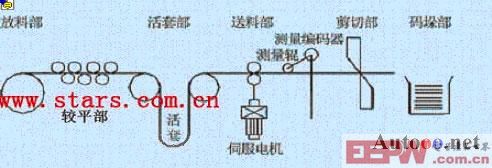
图1 开卷较平横切机组的结构示意图
2.工作原理
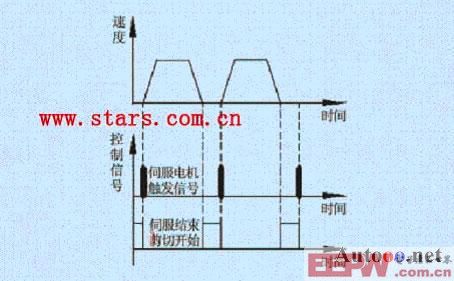
在该类机组中卷材的横切是在材料停顿时刻进行的,也就是说,切刀刀口分离时,定长控制系统启动,长度由内含脉冲发生器的伺服驱动器进行控制,触发开始后,系统直接以预设的加减速率、最高速度、S曲线以及目标长度为基本参数,计算出运转速度曲线,直接驱动伺服马达自动运转至定位。当输送的长度到达规定长度时,卷材停止运动,切刀刀口闭合,将卷材切断。依次循环,自动地将卷材切割成规定长度的板材。其速度曲线如图2所示

相关推荐
-
-
-
-
-
-
-

-
-
-
-
-
informationspy | 2007-08-05
-
-
star800 | 2007-09-28
-
simonmao8385 | 2014-01-16
-
-
黄品冠 | 2007-09-18
-

评论