UniMAT扩展模块在发电厂中的应用
一 系统概述
随着经济高速发展,城市化步伐速度也日益加快,城市生活垃圾和工业垃圾处理问题正变得 日益突出。每年全国城市垃圾清运量达数亿吨,在各大城市中,垃圾包围城市的现象非常普遍。垃圾已对大气环境及地表和地下水及江河、湖泊等造成了严重污染,生态环境正在遭到严重破坏。因此,结合城市具体情况,对垃圾的处理技术和处理系统及其控制策略等相关问题进行探讨,找出处理效果好、经济上可行的处理方案已成为目前城市垃圾处理问题研究的热点之一。
焚烧处理垃圾的主要优点是垃圾减量最大,无害化比较彻底。如焚烧垃圾发电是现有垃圾处理方法中占地较小,效果较好的方法。另外,建立垃圾焚烧发电厂,可解决垃圾渗沥液引起的污染地下水问题,垃圾焚烧后的废渣进入制砖厂,既减少了对环境的污染,还可产生一定的经济效益。城市生活垃圾、工业垃圾、淤泥和废橡胶轮胎等垃圾焚烧处理技术,利用垃圾焚烧的余热发电,变废为宝,将是今后环保技术的一个重要发展方向。
垃圾焚烧工作原理:垃圾经自动给料单元送入焚烧炉的干燥床干燥,然后送入炉排,炉排在脉冲空气动力装置的推动下抛动垃圾,垃圾与炉排片上的均匀气孔喷出的助燃空气混合燃烧,燃烧产生的热量进入余热锅炉,将锅炉给水加热到压力约4Mpa,温度400℃左右的蒸汽,再推动汽机发电机组发电。由主燃烧室挥发和裂解出来的烟气进入第二、三级燃烧室,进行进一步燃烧,使烟气的温度高达1000℃,烟气在此稍作停留,使有毒烟气迅速分解,后经烟气处理设备和除尘设备处理合格后排入大气。
垃圾焚烧发电厂主要技术参数:焚化炉锅炉2 台,垃圾处理量350t/天,蒸汽量 35t/h,过热汽压4.0Mpa,过热汽温400℃,炉膛温度980℃,给水温度145℃ 。
汽轮机发电机组一套,主蒸汽压力3.9Mpa,主蒸汽温度390℃,发电功率12MW。
二 系统要求
1. 提供完善的垃圾焚烧、余热发电DCS 控制系统;
2. 控制系统采用全冗余配置,保证系统高效、可靠、安全;
3. 监控功能友好易用,汉化操作界面;
4. 提供方便易学的功能组态,和专用功能块和图库,方便系统功能扩展或修改。
三 系统配置与功能实现
该控制系统采用西门子最先进的过程控制系统PCS7 和Profibus-DP 现场总线技术,控制系统不仅要承担起全厂的生产过程控制,还要根据垃圾成分的变化快速调整控制程序,以保证焚烧工艺的安全性,使其不再产生二次污染。Profibus-DP 总线的通讯速率可达12Mbps,S7-414H 双机热备系统和ET200M 分布式I/O 组成的Profibus-DP 总线网构成切换结构,实现故障时的无扰自动切换。上位机采用WinCC V6.0 组态软件进行系统组态。该厂的垃圾焚烧工艺引进加拿大RICHWAY 公司专利技术,采用四级脉冲炉排,各项指标均达到国际环保要求。
控制系统提供的主要回路控制功能有:炉膛压力控制、干燥炉排温度控制、再循环烟气温度控制、锅炉汽包水位控制、过热蒸汽温度控制、热井水位控制、除氧器水位控制。
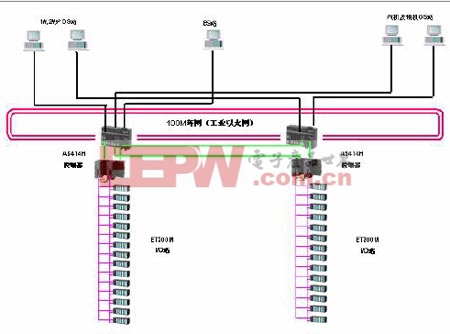
1.操作员站(OS 站)和工程师站(ES 站)
DCS 系统配置4 套独立的操作员站(OS 站),其中两台焚烧炉配两个OS 站,汽机和辅机控制配两个OS 站。每套OS 均采用成熟、可靠的DELL 商用计算机。OS 站为操作员提供图形、列表、操作、历史数据再现等,可在打印机上输出。运行Windows 2000 多任务网络操作系统下的PCS7 OS 站应用软件。所有OS 站均为全能值班配置,图像、操作、数据一致,实现机、炉、电的运行操作。
系统配置1 套工程师站(ES 站),采用成熟、可靠的DELL 商用电脑。ES站主要完成实时数据库、控制块、图形、趋势、报表等系统数据的生成和下装,完成对系统的详细自诊断和系统数据的列表和后备。运行Windows 2000多任务网络操作系统下的PCS7 ES站应用软件。
可由专业人员通过工程师站对系统进行组态、维护。专业工程师在授权的情况下,可以在现场对系统进行在线或离线修改。同时,所有运行情况和控制逻辑均可在工程师站上查看,增加了用户对系统掌握的程度,以及系统软件、硬件的透明度。当不需组态时,可运行与操作员站完全相同的软件。整个系统配置2 台网络打印机,用于记录打印和CRT 图象拷贝。打印机选用DELL 网络打印机。
2.冗余的CPU414H 中央控制单元
本自控系统现场控制站的中央控制器采用冗余设计,它由2 套AS-400 型中央控制器组成。它们预装有冗余软件,并通过一个通讯接口实现相互连接。在系统正常的运行中,当某个中央控制器出现故障时,另一个中央控制器能自动接管所有的工作,保证了系统继续正常运行。因此系统现场控制站的AS-400 中央控制器具有很好的冗余性能。AS 的中央处理器采用S7-400 系列工业控制器中S-414 以上的CPU,专为过程控制应用设计,CPU 芯片的底层程序采用类PASCAL语言编写,为CFC,SFC等过程控制语言提供平台。中央控制器中预装有冗余软件,用户在组态时可完全忽略其冗余特性,象对非冗余系统组态一样只需输入用户程序。
3.远程I/O 站
每个分布式I/O 站的有源背板总线上插有2 个IM153-2 通讯接口模块 ,分别通过2 条独立的PROFIBUS-DP 现场总线与AS-400 中央控制站进行实时通信。在系统运行过程中,当其中某一个IM153-2 通讯接口模块发生故障时, 系统能自动地切换到另一个IM153-2 通讯接口模块,并可带电热插拔更换故障的通讯接口模块,不会影响系统正常运行。
4.冗余的通讯网络
CP443-1作为标准的工业以太网连接装置,在物理层上采用高防护等级的通讯线缆,工业以太网的卡件上带有CPU可以独立处理通讯信号。高速工业以太网是在工业以太网的通讯协议的基础上,将通讯速率提高到了100M/s。SIMATIC NET 中的高速以太网采用了全双工并行(FDX)通讯模式,这种模式允许站点同时发送和接收数据,通讯速率可提高一倍。SIMATIC NET 在高速以太网上还采用了交换技术,利用交换机模块将整个网段分成若干子网,每个子网都可以独立地形成一个数据通讯网段,可以大大地提高通讯效率。普通以太网上由于网段上数据通讯阻塞的存在,使得网络上实际通讯技术只有40%,采用了全双工并行通讯技术和交换技术后,使得网络的通讯能力得以充分地利用。
5.主要监控功能描述:
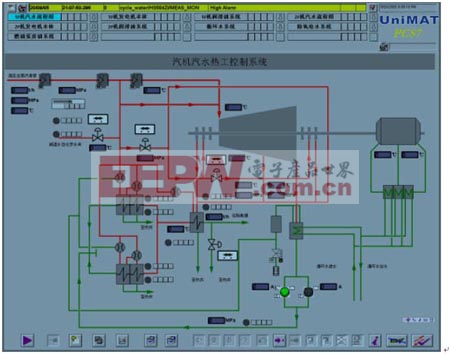
(1) 工艺流程显示:依据系统工艺控制过程以流程图形式表现工艺流程图;
(2) 顺序控制操作指导:在PCS7 中提供SFC 顺序功能图,以图形方式监控顺序控制过程;
(3) 系统控制和设定功能:控制系统提供丰富的回路控制监控库,可以对回路控制和参数设定进行集中显示、集中监控;
(4) 趋势显示:以实时趋势和历史趋势方式显示重要过程参数的变化趋势;
(5) 报警记录与显示
(6) 报表管理:提供日报、月报打印功能,可提供定时打印、事件驱动打印、召唤打印等;
(7) 用户级别管理:为了保证系统的安全操作,系统提供多级用户权限管理,不同权限的用户对应不同的操作范围。
四 使用效果
分析该DCS 系统经长期运行证明,各项技术指标均达到国际先进水平,主要表现如下:
(1) 燃烧效率高:垃圾在炉排上与空气混合均匀燃烧充分,垃圾燃尽率高;
(2) 处理垃圾范围广泛 :由于设计了根据不同垃圾类型而调整的控制策略,垃圾处理范围大大提高,能够处理工业垃圾、生活垃圾、废弃橡胶轮胎等;
(3) 运行维护费用低 :由于自动控制水平高,运行人员少,定检和不定期检修费用低,降低了维护费用;
(4) 可靠性高 :经过长期运行表明,控制系统故障率非常低,系统可用率可达99.9%以上,满足设计要求;
五:总结
此上使用了UniMAT UN300系列产品的模块,在冗余系统中良好性能要求使工作更加稳定,大大提高生产线效率。











评论