基于腾控PLC的扎啤桶清洗机的设计
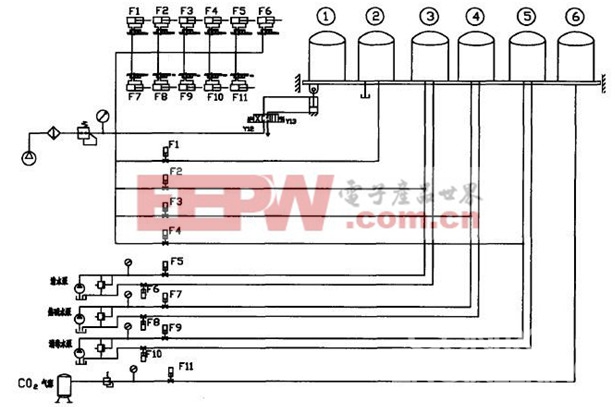
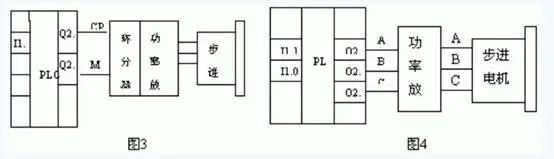
图3 清洗机液压系统原理图
3.2.2 清洗机电气系统设计
电气系统以腾控PLC为核心控制工程网版权所有,包括腾控T910 PLC、电磁阀、光电传感器、交流接触器、电机等,实现电控制气,从而气控制气或气控制液的气、电、液相互控制的电气控制方式。
在本电气系统中需要4个开关量输入和5个开关量输出。腾控T910具有12个开关量输入和8个开关量输出满足基本的IO口需求,同时,T910能够适应不同恶劣环境,具有较宽的温度使用范围。图4是T910接线图。
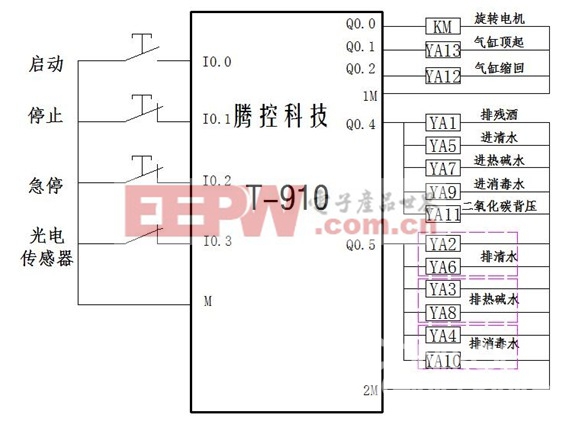
图4 腾控T910 接线图
3.2.3 清洗机机械本体创新设计
机械本体部分(见图5)主要包括旋转工作台、清洗头部件、机架及驱动电机等。旋转工作台由桶托和桶托支架组成,其中桶托用来固定扎啤桶,而桶托支架用来固定6个桶托,呈360°均布。清洗头部件是由5个清洗头和清洗头托架组成,托架呈圆环形,5个清洗头按60°用螺栓连接在清洗头托架上,另外一个60°位置是空位,留作装、卸扎啤桶用,以实现非停机生产。电机经联轴器、驱动轴与旋转工作台相连。
1.扎啤桶桶托 2.卡具(12个)3.软管接头 4.清洗头托架 5.气缸 6.联轴器 7.机架 8.齿轮减速电机 9.电机安装附件 10.机架附件 11.清洗头 12.轴 13.桶托支架
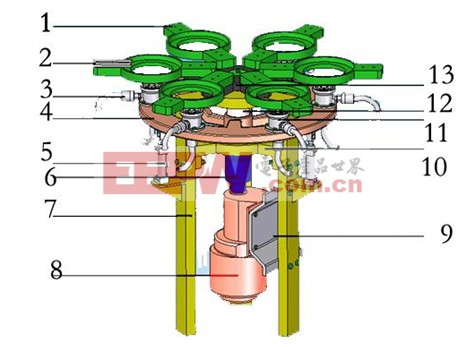
图5 机械本体部分
3.3 并联式扎啤桶清洗设备的工作过程
如图5所示,本清洗设备设有6个工位,分别为空位、排残酒、进出清水、进出热碱水、进出消毒水、二氧化碳背压。当六个桶均按放在旋转工作台上,按下启动按扭,电机带动旋转工作台转动控制工程网版权所有,当扎啤桶盖与清洗头对正时,传感器检测到该位置,电机停转www.cechina.cn,从启动到检测到正确位置需要0.5-1秒。桶与清洗头对正后,即电机停转的同时气缸推动清洗头托架带动5个清洗头同时上升,上升时间为0.5-1秒,清洗头同时对5个桶进行作业(除了空位上的桶)。清洗头1气冲排残酒,需要4秒;清洗头2高压清水冲4秒,气冲排水7秒;清洗头3高压热碱水3秒,气冲排热碱水6秒;清洗头4高压进消毒水4秒气冲排消毒水7秒;清洗头5进行二氧化碳背压需要6秒,故这5个清洗头作业最长时间为4秒加7秒为11秒,即公共周期为11秒。11秒后清洗头下降需0.5-1秒,清洗头下降后电机带动旋转工作台旋转60°被传感器检测到,这需要0.5-1秒,故折合清洗一个桶的时间为18-20秒,因此该清洗设备每小时可清洗180-200个桶。
4 结束语
本文采用北京腾控T910系列PLC,对现行扎啤桶清洗机进行重新设计,提出了并联清洗方法。并联式扎啤桶清洗机和现行的清洗设备最高效率比为200/120。若当工人人数相同CONTROL ENGINEERING China版权所有,在工时也相同的情况下CONTROL ENGINEERING China版权所有,并联式扎啤桶清洗机的清晰效率将比现行的提高3-4倍,有效缓解了现行扎啤桶清洗设备效率低的状况。
















评论