BWS伺服系统无感伺服注塑机节能改造方案
节能状态:当处于技能状态运行时,伺服输出端子Y1动作,KA10吸合,外部48V3A电源经KA10的3,4常开端子和比例阀形成回路,该回路电流一直维持在1A,所以比例阀一直处于最大开合度状态;同时注塑机流量信号F+经过KA10吸合的常开点1-3,40欧姆电阻,常开点2-4,经伺服驱动器信号端子后流入注塑机控制器F-形成回路,当F+,F-两端电压在0-48v变化时,其回路电流刚好在0-1A变化,从而实现对伺服控制器的速度控制。
2.运行控制及速度补偿:
接线步骤:
1)先将驱动器24V和PLC端子上的短接片去掉。
2)将YCM接入伺服驱动器端子PLC.
3)判断注塑机YCM是注塑机控制电源24v的正端还是负端,如果是正端就将注塑机控制器24V电源负端经过节能状态时吸合接触器的常开触点后接入伺服驱动器X1.如果是负端就将注塑机控制器24V电源正端经过节能状态时吸合接触器的常开触点后接入伺服驱动器X1
4)将注塑机控制器对应的锁模,开模等输出信号分别接入伺服驱动器控制端子X2-X5.
运行控制信号:
当转换到节能状态时,该接触器吸合,24V电源经驱动器内部后,回到其公共端YCM形成回路,驱动器开始运行;当转换到工频状态时,接触器触点断开,切断了该工作回路,驱动器停止运行。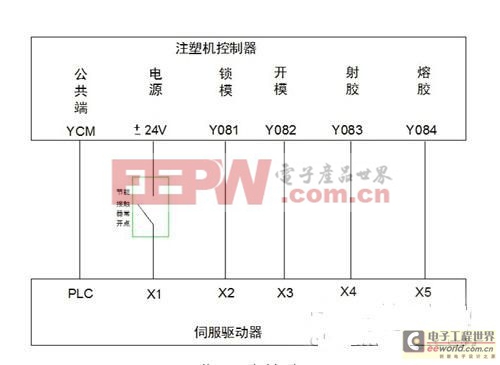
运行控制及速度补偿原理图
速度补偿:
当出现某一个工序工作压力和流量不是时,单独对该工序进行速度补偿,从而使电机在整个变化的负荷范围内能量消耗达到所需的最小范围,并确保电机平稳、精确地运行、即保证产品质量又节约电能,真正做到经济实用。
例如,当锁模时力度不够,而其它工序都正常工作时,可以通过该方式对锁模工序单独补偿。只需在伺服控制器内部,打开补偿功能,并设置好补偿速度,当进入锁模工序时,注塑机控制器,锁模端子Y81输出24v电压,给外接的继电器KA1,当KA1吸合时,伺服控制器X2端子有效,就可以按照X2端子对应的补偿速度进行补偿,从而满足锁模所需压力。
四、参数调试
由于该无感伺服驱动器是专为注塑机节能开发研制的,只需根据电机功率校正加减速时间和打开关闭速度补偿功能即可,调试简单方便。
五、系统优点
伺服无感矢量是适用于注塑机节能与自动化改造的专用控制节能,采用优良的控制策略使其具有较快的动态响应,先进的电流限制技术和硬件优化设计,使产品具有超强的过载能力,能保证在负载频繁波动的情况下,正常工作。并具有以下优点:
1.高可靠性:
完善的可靠性设计方案:如冗余设计,降额设计等,所有元器件全部采用工业或军工等级,关键元器件全部采用进口元件,如英飞凌模块、BHC电容、IXYS整流桥等。关键电路全部采用高集成度厚膜IC,从而保证整机的可靠性;
2.软启动功能:
使用伺服无感矢量节能改造后,用无感伺服控制启动功能将使启动电流从零开始,最大值也不超过额定电流,减轻了对电网的冲击和对供电的要求延长了设备和模具的使用寿命
3.改造简单,节电率高:
保留注塑机原有控制方式油路不变,采用先进的微电脑控制技术,使定量泵变为节能型变量泵,注塑机液压系统与整机运行所需要的功率匹配,无高压节流溢流能量之损失,提高油泵电机功率因素至0.96以上,节电率一般达20%~60%;且无需更换原注塑机系统任何部件,改造成本低廉。
4.保持原注塑工艺不变,生产效率不变:
在不改变原工艺参数的情况下,利用转速补偿功能,即可达到原工艺的生产要求;由于该无感伺服系统采用优良的控制策略,先进的电流限制技术和硬件优化设计,使其具有高速的动态响应能力,实践测试不会引起生产效率下降。
5.超强的过载能力和完善的EMC设计:
无感伺服控制采用先进的控制算法和独特的限流技术,确保在注塑过程中,能承受起启停重载的冲击而不跳闸,以确保生产过程的连续性。完善的EMC设计:无感伺服控制采用完善的EMC设计方案,内部布局优化设计,采用多种EMI对策,确保对注塑机电气系统的干扰减小到最小,保证其工作的稳定性。



评论