PLC在单柱立式数控车床的应用
表1系统变量定义 3.3 模拟量采集模块简介 3.4 伺服定位模块简介 4 软件开发 4.1 开发要点
DVP 04AD-H是一款4路14位模拟量采集模块,既可以单独使用,通过RS485通讯远程控制,也可以作为EH PLC的功能扩展,使用FROM/TO指令控制操作,精度高,响应速度快。
进和伺服系统的速度/位置控制的功能。DVP 01PU-H单轴定位模块使用简便、功能完善、响应速度快、价格合理。不仅可接受LSN/LSP/DOG等开关量信号,还可接受200K的A/B相脉冲信号(差动或5-24V开基极)作为手摇轮MPG脉冲输入,可输出200K差动脉冲信号(支持正负脉冲、脉冲加方向、AB相信号),支持电子齿轮比。运行命令(#CR31)提供软件START、软件STOP、点动JOG及原点复归功能的使用。工作模式设定能够实现速度控制、定位控制、手摇轮MPG输入等多种功能。
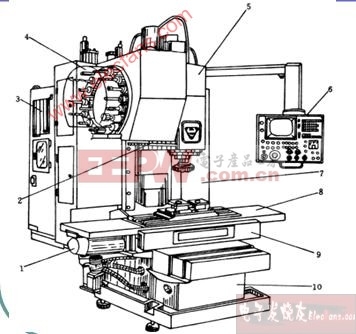
该数控车床最重要的控制要求是准确的位置控制、变速度控制和快速的响应速度。使用了三个功能模块,主要功能全部通过PLC模块来实现,全部程序不足1000steps。
由于大量使用FROM/TO语句,使用时需注意以下几点:
(1)为了控制程序扫描时间,建议规划使用FROM/TO语句。
模块功能和状态的初始化语句,只需开机时执行一次,建议采用M1002作为执行条件;需要不断刷新和调整的采样或控制指令,可使用M1012上升/下降沿作为执行条件定期执行。
其他需条件满足才执行的语句,建议采用TOP语句,或以相关条件的上升/下降沿作为执行条件。最终的目的是减少执行次数,缩短程序扫描时间。
(2)为避免开始运行时由于初始化内容过多而导致PLC报警,请将D1000中的WDT时间延长。
(3)DTO语句的每批次写入双字节,如果结尾为Kn,则表示写入n个双字节数。












评论