基于PLC的物料定量给料系统的设计
在生产领域中,各种原料之间的配比精度对生产过程的稳定和产品的质量、产量有重要的影响。定量给料系统已广泛应用于水泥建材、冶金化工、电力煤炭等行业粉体连续输料的流量测量与定量给料的工业环节,如水泥厂人窑煤粉的定量给料及输送就是一个典型的例子,其供料过程中的稳定性、均匀性等问题是影响计量精度的主要因素。由于它用途广泛,对提高给料系统的自动化程度就有着重要的现实意义。
本文 的 物 料定量给料系统是根据国内外智能配料系统的发展状况和趋势,结合企业提出的具体要求的基础上设计的配料系统计量装置;它采用可编程序控制器作为整个控制系统的核心,具有原理先进、结构简单、给料均匀可靠、测量准确等特点。
1 系统结构及设计
可编程控制器在机电一体化产品中应用范围极广,其主要特点是:工作可靠、可与工业现场信号直接输人输出连接、组合灵活、编程容易、安装简单、维修方便、运行迅速,为继电器逻辑控制所望尘莫及。
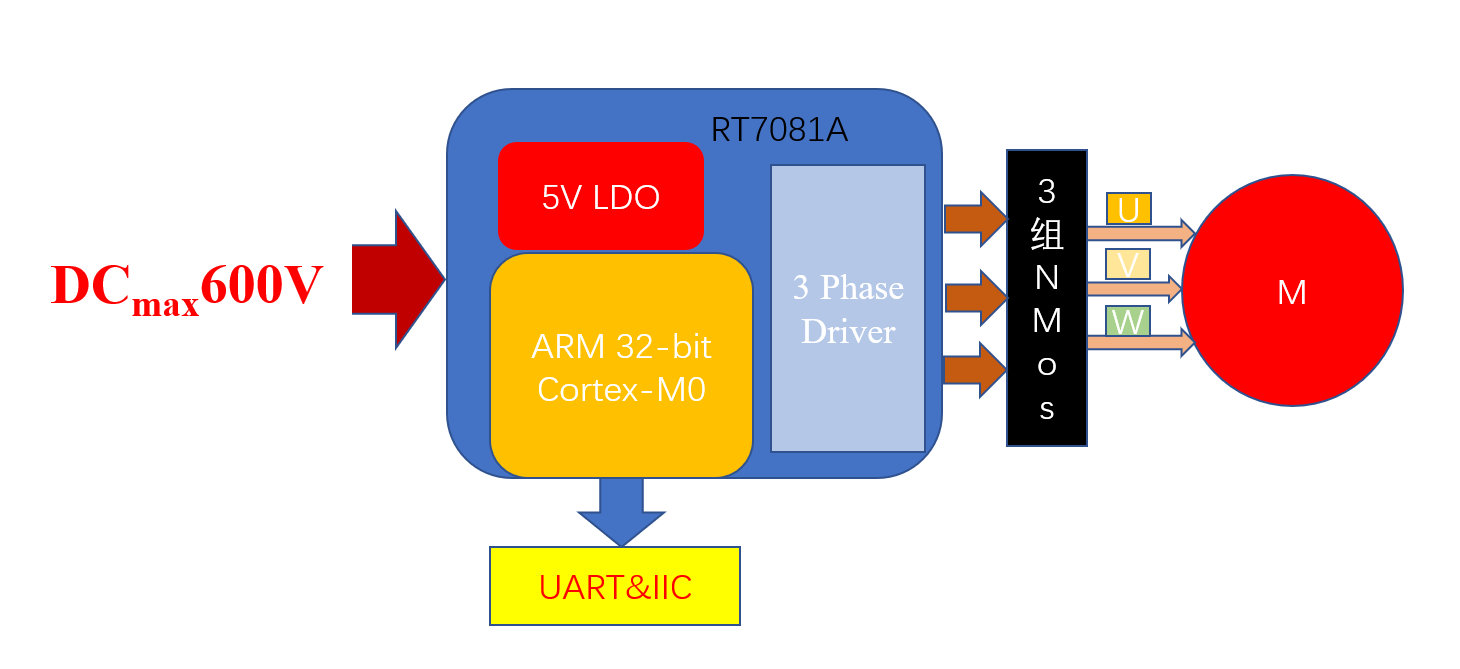
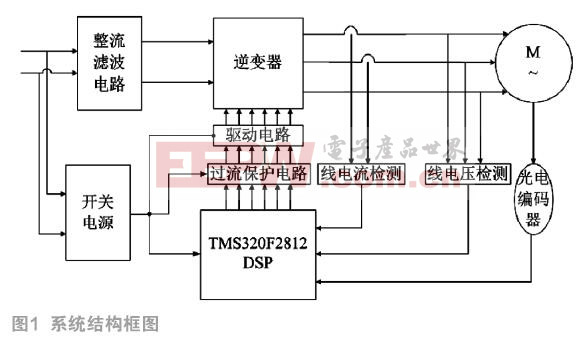
该计量装置控制对象和参数多,工作条件恶劣,且要求具有一定的管理功能,为提高系统的可靠性,便于维护 ,拟采用以可编程控制器为核心,以触摸屏计算机作为交互界面,配以各种输人输出专用模块和专用信号调理电路组成一个完整的控制系统。系统总体结构如图1所示。

图1 系统总体结构框图
系统测控时序图[3」如图2所示。系统在料位最低点①时,控制输出装料生成指令,装料阀接受打开指令后打开,系统进人体积给料期。经过一个时间延迟后,装料阀全部打开,并发出装料阀全开反馈信号给控制系统,经过一个设定的时间延迟后,硫化空气打开,系统进人快速加料阶段。当物料加到料位最高点④时,称重系统检测到料斗满料信号而输出装料阀关闭指令,装料阀接受指令开始关闭,系统运行到装料阀全关点⑤时,输出蝶阀关闭信号,到此系统装料过程结束,进人出料阶段。经过一段稳定时间后系统运行到重量给料开始点⑥,此时体积给料结束,系统进人到重量给料阶段,测量和控制周期开始,持续到给定的下一个料位最低时,系统又发出装料控制的指令。以此循环交替进行给料作业。

图2 控制系统时序图







评论