基于现场总线技术的DCS在水泥熟料生产线中的应用
该项目在现场控制站程序的开发过程中采用基于C语法的sT语言和FBD相结合地形式进行联合编程。现场控制站程序主要完成设备的逻辑控制以及各种热工参数的采集。因此现场控制软件由I/0模块的初始化程序、系统的逻辑控制程序、模拟量处理程序、回路控制程序和各控制站之间及控制站与远程I/0 站之间的通讯程序组成。
逻辑控制部分主要完成设备的启停以及相关的故障处理。
生产线上所有设备的运行方式可分为本地控制和集中控制两种方式。本地控制是为现场设备安装、调试和维修方便而设计。集中控制又分为连锁控制和单机控制。在正常生产过程中。设备处在集中控制的连锁模式下,电机和各种阀按程序进行启停控制。当出现紧急事故时可以全线停车,以保证人身和设备的安全。单机控制方式是指非连锁方式下,各设备可以单独启动和停止。不需要严格的启停顺序。这种方式适用于DCS系统对设备的单机试车、设备安装和调试。
模拟量处理程序主要是对现场采集过来的模拟信号进行工程值转换、报警处理和趋势记录等。
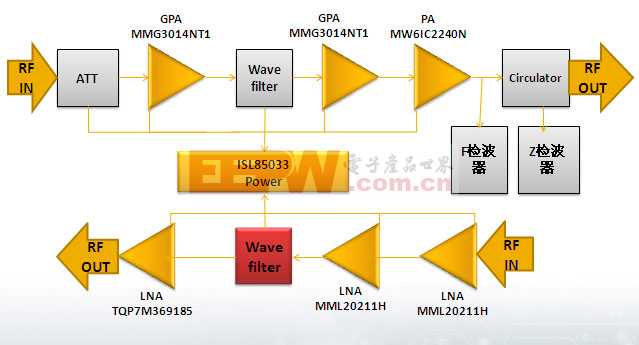
在本系统中回路控制较多。主要有原料配料控制、窑尾喂料量控制、窑头喂煤量控制、分解炉温度控制、增湿塔回水控制、篦冷机风机阀门控制等。其中原料配料采取基于模糊PID的前馈控制,原料配料系统由四台定量给料机(石灰石、硫酸渣、砂岩和粉砂岩)及相应的板式给料机组成,单个控制回路的控制框图如图1所示。
其中总喂料量和各原料的配比来自质量控制系统(QCX),根据工艺要求,在设计配料程序时,通过总喂料量和配比先计算出石灰石的给定值,为了减少扰动对控制系统的影响,将石灰石的实时反馈值乘以其余各原料的比例系数,从而得出其余三种原料的给定值。
在运行过程中,程序根据模糊推理机对给定的分析结果,及时的调整控制对象(定量给料机或板式给料机),实时的调整相应的PlD参数。当给定较大时,为了加快响应,选用板式给料机为控制对象,定量给料机全速,此时为控制料层厚度的前馈控制;当给定较小时,为了减少波动,选用定量给料机为控制对象,板式给料机低速;当给料量居中时,采取同时对定量给料机和板式给料机进行PID控制的策略,从而大大提高了配料系统的相应时间、控制精度和稳定性。
该项目采用德国CP公司的篦冷机系统,根据外方专家的要求和现场的实际情况将窑头篦床速度的过程控制设计如下:在自动状态,设定值W 正常情况下为来自料层控制器的输出,当料位传感器出现故障或信号出现干扰的情况下,利用模式切换器将控制信号切换为压力控制器的输出,W 经设定值计算器乘以相应的比例系数后送给各段篦床的速度控制器,从而控制整个篦床的速度。其中压力控制器、料层控制器和速度控制器均为带阈值判断的PID控制器。
4 结束语
本系统投入运行以来,结果令人满意,各项指标均满足技术要求。系统功能强大,友好的人机界面,在线组态,形象直观,易于操作,保证了现场运行的安全可靠性。
参考文献
[1]王常力,罗安.集散型控制系统选型与应用【M】.北京:清华大学出版社.2001
[2]白焰、吴鸿等.分散控制系统与现场总线控制系统【M】.北京:中国电力出版社,2001
[3]袁任光.集散型控制系统应用技术与实例【M】北京:机械工业出版社,2003










评论