数控伺服技术在真空成型机自控系统中的应用
3.1.1CNC装置的功能
CNC装置通过硬件和软件的紧密结合,可以实现诸如以下功能:
控制功能
CNC能控制的轴数和能联动控制的轴数是CNC的主要性能指标之一。一般数控车床只需2轴控制(2轴联动),联动控制轴数越多,CNC系统就越复杂,编程也越困难。在我们的系统中,因为只需要控制链条在纵向方向上的前进运动,故CNC采用单轴控制即可满足要求。
准备功能(G功能)
用来指挥机床动作方式,如基本移动、坐标设定、基准点返回、固定循环、程序暂停等。
插补功能
插补功能是数控系统实现零件轮廓(平面或空间)加工轨迹运算的功能。所谓“插补”就是指在一条已知起点和终点的曲线上进行数据点的密化。插补的任务就是根据进给速度的要求,在一段零件轮廓的起点和终点之间,计算出若干个中间点,分别向各个坐标轴发出方向、大小和速度都确定的运动序列指令。
主轴速度功能
CNC装置可以控制主轴的运动,也可实现主轴的速度控制和准确定位,主轴转速单位为r/min。
进给功能
用F代码可以直接控制各轴的进给速度,进给速度是指控制刀具相对工件的运动速度,单位为mm/min。在成型机的控制系统中,进给速度指的是链条前进的速度,这个值在程序中设为71470,即1191.2mm/s。
补偿功能
辅助功能
辅助功能是数控加工中不可缺少的功能,常用的辅助功能有程序停、主轴正/反转等。
程序编辑功能
CNC借助输入输出设备如DPI/MDI、CRT/MDI等可以实现加工程序的输入/输出、编辑功能。
输入输出和通信功能
CNC装置可以接多种输入/输出外部设备,实现程序和参数的输入、输出和存储。CNC装置还具有RS-232、网络功能等接口,实现通信功能。
自诊断功能
CNC装置中设置了各种诊断程序,可以防止故障的发生或扩大。在故障出现后可迅速查明故障类型及部位,减少故障停机时间。借助输入/输出设备如DPI/MDI、CRT/MDI可以很方便地查询设备状态所对应的诊断号,并根据诊断号的显示来查找故障。
3.1.2CNC装置的分类
CNC装置所实现的功能是在硬件支持下,通过系统软件控制所完成的,其控制功能在相当程度上取决于硬件结构。数控装置的硬件结构按CNC装置中的印刷电路板的插接方式可以分为大板结构和功能模块结构;按CNC装置中微处理器的个数可以分为单微处理器结构和多微处理器结构。
按照印刷电路板的插接方式:
大板结构
在这种结构下,CNC装置由主电路板、位置控制板、图形控制板、附加I/O板和电源单元等组成。主电路板是大印制电路版,其它电路板是小板,插在大印制电路板上的插槽内。这种结构类似于微型计算机的结构。
功能模块结构
在这种结构中,整个CNC装置按功能模块化分为若干个模块,硬件和软件的设计都采用模块化设计,每一个功能模块做成尺寸相同的印制电路板,相应功能模块的控制软件也模块化。用户根据需要选用各种控制单元母板及所需功能模板,将各功能模板插入控制单元母板的槽内,就组成了自己需要的CNC系统的控制装置。常用的功能模板有CNC控制板、位置控制板、PC板、存储器板、图形板和通信板等。
按照微处理器的个数:
单微处理器结构
所谓单微处理器结构,是指在CNC装置中只有一只微处理器(CPU)。工作方式是集中控制,分时处理数控系统的各项任务。单微处理器结构简单,容易实现。单微处理器结构见图4所示。
单微处理器CNC装置可划分为计算机部分、位置控制部分、数据输入/输出接口及外围设备。CPU是CNC装置的核心,CPU执行系统程序,首先读取工件加工程序,对加工程序段进行译码和数据处理,然后根据处理后得到的指令,进行对该加工程序段的实时插补和机床位置伺服控制;它还将辅助动作指令通过可编程控制器(PMC)送到机床,同时接收由PMC返回的机床各部分信息并予以处理,以决定下一步操作。
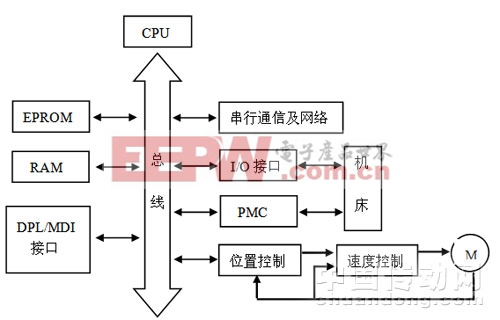
图4单微处理器结构组成
位置控制部分包括位置控制单元和速度控制单元。位置控制单元接收经插补运算得到的每一个坐标轴在单位时间内的位移量,控制伺服电机工作,并根据接收到的实际位置反馈信号,修正位置指令,实现机床运动的准确控制。同时产生速度指令送往速度控制单元,速度控制单元将速度指令与速度反馈信号相比较,修正速度指令,用差值去控制伺服电机使其以恒定速度运转。
数据输入/输出接口是CNC装置与操作者之间交换信息的桥梁。例如,通过MDI方式或串行通信,可将工件加工程序送入CNC装置;通过DPL或CRT显示器,可以显示工件的加工程序和其他信息。
多微处理器结构
由两个或两个以上的CPU构成处理部件,各处理部件之间通过一组公用地址和数据总线进行连接。每个CPU都可享用系统公用存储器或I/O接口,并分担一部分数控功能,从而将单微处理器的CNC装置中顺序完成的工作,转变为多微处理器并行、同时完成的工作,因而大大增强了整个系统的性能。多微处理器结构的CNC装置通常采用模块化结构,采用共享总线和共享存储器两种典型结构实现模块间的互连与通信。
日本FANUC公司是世界从事数控产品生产最早、产品市场占有率最大、最有影响的数控类产品开发、制造厂家之一,该公司自20世纪50年代开始生产数控产品以来,至今已开发生产了FS0系列、FS6、FS15、FS16、FS18、FS21/210、PowerMate等数十个系列的控制系统。该公司的早期产品如FS6等主要采用大板结构,并采用了68000系列微处理器与专用大规模集成电路,如:BAC(总线仲裁控制器)、IOC(输入输出控制器)、M887103(位置控制芯片)、OPC(操作面板控制器)以及SSU(系统支持单元)等,这在当时都具有先进的水平。FANUC公司的较新型号的CNC装置产品,如FS15等系统在设计中大量采用模块化结构,这种结构易于拆装,各个控制板高度集成,使可靠性有很大提高,而且便于维修、更换。该系列CNC系统为多微处理器控制系统,在硬件方面采用了模块式多主总线(FANUCBUS)结构,主CPU为68020,同时还用一个子CPU,所以该系列的CNC系统适用于大型机床、复合机床的多轴控制和多系统控制。
PowerMate-A是FANUC公司早期产品系列之一,它在控制电路中采用了高速32位微处理器、专用大规模集成电路、半导体存储器等器件,具有较高的系统可靠性和性能价格比。PowerMate-A在硬件结构上采用了传统的结构方式,由控制板、I/O板、电源板等构成。其中最上面的A板是IO板,用于数控系统和外部的开关信号交换;中间的B板是控制板,它将PMC与CNC集成在这个板上,用于核心控制、运算、存储、伺服控制等,此外,通过数控主板上的RS232,以及DPL/MDI等通信口还可与外设进行通信;最下面的C板是电源板,用于完成系统的整流逆变和功率放大等功能。如图5所示为PowerMate-A结构示意图。
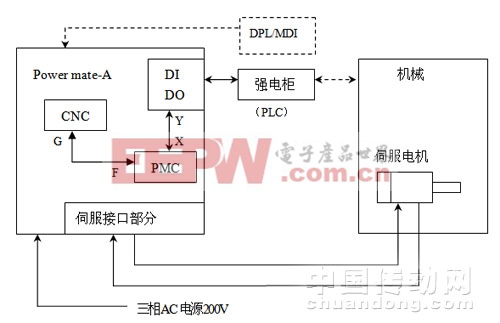
图5PowerMate-A结构示意图
31.3CNC加工程序
数控机械是依据程序来控制其加工运转动作的。当数控机械执行零件加工时,首先须把加工路径和加工条件转换为程序,并将程序输入到CNC中,这种程序即称为加工程序。
数控加工中的动作在加工程序中用指令的方式予以规定,其中包括准备功能G、辅助功能M、主轴转速功能S、刀具功能T和进给功能F等。
准备功能G又称“G代码”,它是用来指令车床工作方式或控制系统工作方式的一种命令,G功能由地址符G和其后的两位数字组成(00—99),从G00到G99共100种功能,用以指令机床不同的动作,如用G01来完成直线插补功能。
辅助功能M是用地址M及两位数字表示的,主要用于机床加工操作时的工艺性指令。如M03表示主轴正转,M05表示主轴停止等。
主轴转速S功能用于指令主轴的转速,单位是r/min。如G97S1500表示主轴转速为1500r/min。
刀具功能T用于指令数控系统进行选刀或换刀。
进给功能F用于指定进给速度,单位是mm/min或mm/r。如F20.54表示进给速度为20.54mm/min。
加工程序由一系列加工的一组程序段组成,程序段是指用来表示完成一定动作、一组操作的全部指令,用于区分每个程序段的号叫做顺序号,程序段中用来完成一定功能的某一具体指令称为字。
本系统CNC所运行的加工程序如下所示,它主要完成控制工件在X轴方向上以一定的控制要求前进或停止的工序。
O0001
G65H01P#500Q#1200;
G92X0;
G01G91X#500F71470;
M03;
M30;
N10G65H03P#501Q#1200R5000;
G92X0;
G01G91X#501F71470;
G65H01P#1100Q1;
G31G91X50F20000;
G65H01P#1100Q0;
M03;
M30;
3.2可编程机床控制器PMC
PMC与PLC非常相似,但是因为数控系统中的PLC是专门用于控制机床的,而且有多条专用指令,所以被称为PMC——可编程机床控制器(ProgrammableMachineController)。PMC采用顺序逻辑控制,负责算术逻辑处理,用于机床或其他系统的顺序控制,CNC装置和外部信号的交互,在CNC和外部信号之间起到一个桥梁的作用。PMC的程序采用梯形图的格式,其程序称为顺序控制程序。PMC时刻扫描机床侧的输入信号和强电柜控制信号的执行结果,CNC一启动,PMC程序就运行,它与CNC执行加工程序是并行运行的。关于PMC与CNC以及外部I/O信号之间的关系可参见图3所示。由机床至PMC的输入信号,由PMC至机床的输出信号,由CNC至PMC的输入信号,由PMC至CNC的输出信号,这些信号在PMC程序中,其地址符号分别以X,Y,F,G来表示。
FANUC数控系统具有PA1、PA3,SA1、SA3等多种规格的PMC,不同的规格,PMC的程序容量、处理速度、功能指令数、非易失性存储区地址也不同。PowerMateA数控系统中使用的是PMC-P系列,其规格见表1所示。
从表格我们可以看到,PMC-PA1的程序级数是2级,第一级程序执行周期是8ms。所谓的程序级数是指这样的:PMC的顺序程序是由梯形图的开头执行直至结尾结束,程序执行完毕后,再循环执行。PMC的顺序程序由两部分组成,第一级程序部分和第二级程序部分。第一级程序部分仅处理包括急停,返回参考点减速,跳步,到达测量位置和进给暂停信号等,这部分程序每8ms(即第一级程序执行周期)执行一次。为了执行第一级程序,第二级程序被分割成N份,每个8ms执行一份第二级程序,这样,在8×Nms后,第二级程序执行完一次,程序又从头开始执行。程序执行过程如图6所示。
表1FANUCPMC-P系列规格表
规格 | PMC-P |
编程语言 | Ladder |
程序级数 | 2 |
第一级程序执行周期 | 8ms |
基本指令平均处理时间 | 18us |
最大程序容量 | 2000步(7.8KB) |
指令 基本指令 | 12种 |
内部继电器 | 2048字节(2048字节均可为保持型寄存器) |
时间继电器 | 最大400 |
计数器 | 最大400 |

伺服电机相关文章:伺服电机工作原理

评论