基于多机的埋弧焊机控制系统的研究
1 引言
埋弧焊是焊接工艺中应用广的工艺方法。现代企业中,如何更有效的对生产线上的埋弧焊机进行监控以及如何更好的控制焊机以达到最好的焊接效果至关重要。为了对企业的埋弧焊机进行集中的监控,通常把多台焊机的运行参数通过传输到上位机,然后由上位机统一监控。单个焊机控制方面由于埋弧焊具有电流大的特点,通过恒定送丝速度调节电弧电压的方法不能够满足系统控制的要求,因此埋弧焊一般采用给定恒定电流调节送丝速度的方法来控制逆变焊机达到较好的焊接效果。利用intel公司生产的80c196kc单片机,采用模糊控制方法调节系统的送丝速度,可以达到较好的焊接效果。
2 埋弧焊监控系统设计
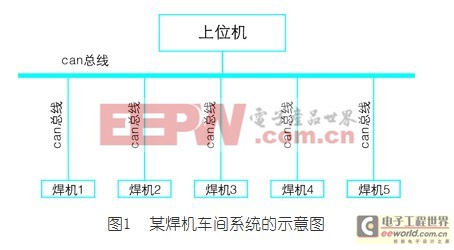
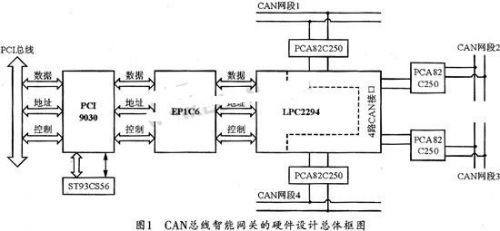
生产车间一般是多台焊机同时作业,为了方便对每台焊机实施实时有效的监控,本系统采用了以下设计方案。本系统采用的通信采用can总线协议,上位机通过总线和每台焊机进行通信,接收每台焊机发出的运行参数,以达到对每台焊机焊接运行的电流,弧压等参数进行监控的目的。系统示意图如图1所示。
2.1 监控层
监控层采用研华工控机作为监控站。该工控机作为can总线上的一个节点,通过can通讯适配卡与现场层进行通讯。通过该监控层能实现采集现场各焊机电弧弧压、弧长、电流等参数并输出,进行实时的状态检测。
2.2 现场层
现场层主要由焊机和各检测执行机构组成。其中焊机作为下位机通过can控制器(主控制器集成)和can驱动器组成和总线进行通信,把检测到的电流、弧长、电压等送到监控站,实现对现场各个部分运行情况的监控。
2.3 原理设计
埋弧焊焊机的控制系统框图如图2所示。本系统由送丝行走系统和电源系统两个子系统构成,电源系统由一个产生恒流的闭环构成,送丝和小车行走系统由80c196kc单片机控制。

焊机的送丝方式分为等速送丝和变速送丝两种,等速送丝适用于细焊丝高电流密度的焊接,粗丝低电流密度下的焊接则一般使用变速送丝的方式。焊机电源一般有恒流源和恒压源两种,等速送丝的方式下的电源一般使用恒压源,变速送丝的电源一般使用恒流源。其中埋弧焊选用的主电路为恒流源。主电路包括电磁干扰滤波器、输入整流器、电容滤波器、igbt逆变器、中频变压器、输出整流器、滤波电抗器和高压脉冲引弧,其核心部分为pwm控制的igbt逆变器。系统先把检测到的电弧电流作为电流环的反馈信号,然后通过控制器输出的pwm信号来控制逆变电路igbt的开关,最终达到保持闭环系统电流稳定的目的。


评论