Kinco伺服系统在注塑机机械手上的应用
三、伺服系统介绍
1、接线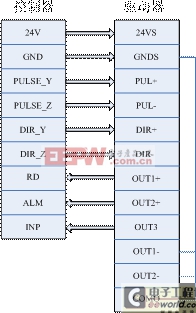
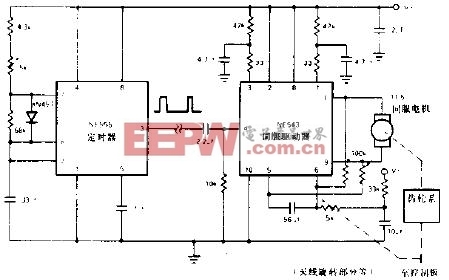
控制卡-伺服接线图
伺服24V逻辑电由控制卡直接提供,伺服脉冲信号及数字输入输出信号与控制卡对应连接。
2、伺服设置
脉冲模式:脉冲方向。
数字输入设置:屏蔽DIN1使能控制(伺服上电自使能)、屏蔽DIN5和DIN6正负常闭限位(限位处理由控制器完成)。
数字输出设置:驱动器就绪(OUT1)、驱动器报警(OUT2)、位置到(OUT3,原点归位完成)。对于伺服系统,开机后必须要进行原点归位工作,通过原点归位操作找到横行轴的原点后,伺服系统才能正常的工作。
齿轮比计算:让伺服回原点,走完行程S,观察到伺服齿轮前脉冲数据为10000(控制器发10000脉冲,横行轴走行程S)。
由公式: (减速比i=5,分辨率r=10000,皮带轮直径D=60.96mm,S=1000mm)计算得出齿轮后脉冲数据,从而计算出齿轮比,为966:37。
3、伺服调试
机械手传动系统采用皮带传动,刚性相对较软,增益高时容易导致系统产生震荡。而工艺要求伺服平稳滑顺的进行高速定位,不能出现过冲甚至震荡。

相关推荐
-
-
-
研控科技 | 2021-08-03
-

-
-
-
star800 | 2007-09-28
-
-
informationspy | 2007-08-05
-
-
-
-
黄品冠 | 2007-09-18
-
-
-
-
-
-
-

评论