无铅手工焊接—结束噩梦
并非所有焊接头的溶解性都相同,因而一个良好的习惯做法是仔细选择焊接头并询问更多有关兼容性的信息。
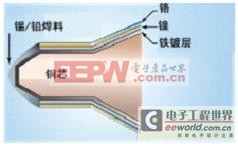
3周后的无铅焊接头故障 典型无铅焊接头横截面,焊料为无铅如何获得良好的无铅手工焊接工艺以减轻无铅焊接的操作难度?在Tech Search International2004年12月发布的无铅最新信息中的一项新近研究发现,手工焊接相对于无铅波峰焊接和SMT要更难实现。
原因可能是手工焊接比回流和波峰焊接更依赖于操作人员,且无铅焊料中的表面张力也稍一些。相对于63/37,其润湿或伸展也都较为缓慢。
减少操作员问题、防止焊接工艺中适当润湿最优化的减少是关键。为了避免出现上面类似的问题,在焊线中使用重量占2%至3%的焊剂含量,将焊接头温度设为700至800华氏度。而且,锡银铜(SAC)焊料比锡铜(SnCu)焊料更加易于流动。
无铅手工焊接遇见的主要问题是冷焊点、不良润湿、萎缩和反润湿。这些都可以避免。
可按以下方法一步步地进行工艺过渡:——确保焊接头是为无铅而设计——确保温度设定为700至800华氏度——确保焊线中焊剂含量的重量至少占2%——使用具有最长寿命的LF焊接头——使用正确的焊接头——确保使用被选焊剂时部件易于焊接——避免接触时间过长——避免不必要的焊点返工——避免使用另外的液体焊剂
可能出现怎样的缺陷和问题?如何避免?
报告与无铅相关的普遍问题有:——焊点不平滑——冷焊点——反润湿——萎缩——不良润湿和灯芯效应——助焊剂焦化和残渣颜色变暗——残渣清洗困难
焊点不平滑的原因可能是焊接头温度过高导致出现未接合的金属溶解物。
冷焊点出现的原因可能有几点:例如焊接头温度过低、焊剂强度不够或焊线中焊剂不足。
反润湿出现的原因可能是焊接头接触时间延长,从而使得电镀金属熔化并暴露出难焊表面。过高温度也会导致这个问题。使用过高焊接头温度或焊线内焊剂量过少都会导致萎缩。也可能由于焊剂活性较低,铁头的接触时间延长使其无效。
焊剂、尤其是使用了可水洗焊剂的地a方发生焦化导致免洗和清洗困难的原因可能由于焊接温度过高或焊剂未良好地设计来适用于无铅所需的较高温度。避免延长时间的接触和使用更低焊接温度可减轻这种状况。
我在使用无铅焊线时,我的烙铁头焦化、变黑和反润湿了,我该怎么办?并非所有焊剂都完全相同,从热性能上看,一些焊剂不能经受无铅焊料使用的较高焊接温度。最近来自OK国际的一个视频剪接便很好地证明了这一点,其对两条焊线进行了对比,而这被称做"黑头症状"。热稳定性较差的焊剂使焊接头变黑,并使重新镀锡变得更为困难。
"黑头症状"一旦出现,传热的减少使无铅手工焊接变得困难,焊接头寿命减少、焊接头成本增加、操作员的挫败感上升、可靠性降低等问题都会随之出现。
合适的焊剂选择,使用无铅焊接头和对操作员进行无铅手工焊接工艺培训等将避免这些成本支出。帮助避免这些问题的重点如下。——使用带无铅设计的焊剂的无铅焊线——避免使用过高温度——若使用了烙铁头保护膏,以干净海绵擦去多余的保护膏——勿用应力来补偿润湿的不足——使用正确形状的焊接头——使用正确的线直径——隔离无铅和含铅工作区——确认无铅烙铁和工作点——对所有操作员进行培训
这些就是使用无铅装配的客户询问过的一些问题。进行适当的培训对于避免手工焊接工艺的重大问题大有帮助。
尽管此工艺对操作员比较有依赖性,使用上述的技巧能使操作员和工程师手工焊接的困难程度大减。因而,维持与他们所习惯的含铅焊接相同程度的可靠性是十分可行的,同时再无不良焊点或生产产量降低的噩梦。





评论