无铅手工焊接—结束噩梦
在选择一种焊线时,确保观察其焊剂的IPC分类。许多符合ROL0分类的免清洗焊剂表示其基于松香、活性低且无卤素。这些是IPC规范中最为可靠的焊剂,其通过了SIR和腐蚀性测试。在使用无铅焊剂时有一个倾向是利用更高的活性来补足减少的润湿;这种方法有时并不可取。
水洗型焊剂通常被归为ORH1类,它将更为有效并更完美地用于无铅焊接。但是建议须确保残渣仍能以热水完全去除;并进行离子污染测试。若水洗后仍有离子污染物残留,应确保改变清洗处理,诸如延长周期时间、增加水温或更换清洗剂等。
SAC和SnCu润湿平衡测试所做的对比性研究显示,在使用同一焊剂类型的情况下,在要求时间内实现最大程度润湿的性能方面,SAC胜过SnCu焊料。在SnCu焊料掺杂镍、钴或其它添加剂时结果亦如此。
在选择一种合金时,确定将装配部件的总体可焊性是很重要的。若部件的老化、氧化程度较高、手工处理的SAC焊料也许是更好的选择。
无铅手工装配焊料相关的主要变化有哪些?
在使用同一焊剂活化标准时,无铅焊料的流动性较63/37稍为缓慢。接触角稍大,因而较少主张逐渐减少焊料量。此焊点较之63/37焊料趋向于具备较小的反射性。在完成向无铅的完全过渡前须进行一些再培训。
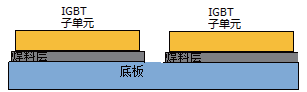
在一些情形下会出现如IPC-STD-610D第5部分中所述的某些收缩作用。IPC-610将这些情形定为焊接异常,而不一定是缺陷。
如上所述,若可见破裂底部、收缩孔不与铅、焊盘或焊壁相接触,1、2、3类都非缺陷。以下照片是取自Kester实验室的范例。

无铅SAC和SnCu的最佳焊接头温度是多少?
焊接头温度或接触温度对于减轻无铅手工焊接的操作难度十分重要。当使用63/37焊料时,使用低温650华氏度,但使用无铅焊料时,最佳温度为700至800华氏度。较高的温度的确能弥补这些无铅合金所展示出的较为缓慢的润湿。
在高于800华氏度的温度下,可能发生板和构件损害方面的问题;而较低的温度下,冷焊点和萎缩等又是常见的问题,选择合适的温度非常重要。

更高温度和与被焊接部件更长时间的接触也可能增加金属化合物的结合层。从而不建议延长接触时间和重复返工。上图表显示了随着结合层的厚度增加,脆化现象发生的机率就更大。
更高温度会导致反润湿机率的增加。
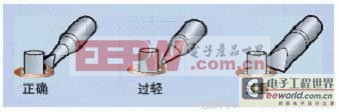
无铅焊料焊接过程中使用怎样的焊接头?要求使用无铅焊接头,同样重要的是选择焊接头的设计。无铅工艺较为严格,使用正确的焊接头对于防止缺陷大有帮助。
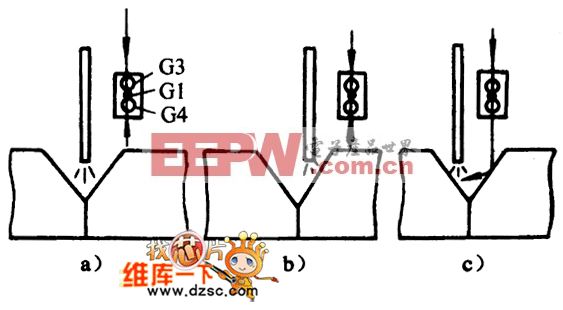
选择具备足够热传递能力的焊接头。针尖头不可用于所有应用中,一些情况下诸如凿型头能最佳地传递足够的热量至被焊接部件。正确的焊接头选择标准范例请见下图表。
无铅焊料焊接过程中的焊接头寿命如何?使用无铅焊料时焊接头寿命将减少,因而选择真正是为无铅焊接设计的焊接头十分重要。许多焊接头仅涂有无铅焊料,而铁镀层与传统的焊接头无异。高锡焊料易溶解铁,而这会减少焊接头的寿命。一些装配工报告了焊接头寿命的重大缩减,例如,一位制造商报告以63/37进行焊接时,焊接头可使用3个月,而以无铅焊料焊接时,其寿命仅为3周。





评论