SINE308系列开环矢量节能控制器在注塑机上的应用
0 引言
本文引用地址:http://www.eepw.com.cn/article/201808/387539.htm注塑机是一种对各种塑料进行加热、融熔、搅拌、增压后,将塑料流体注入模具腔内,完成工件一次注塑成型的设备,它的工序过程基本是相同的,大致可分为锁模、射胶、保压、熔胶、冷却、开模、顶针等7个工序过程,每一个工序都需要用不同的压力和流量,也就是说被加工的工件不都是在最大压力或流量下工作的,其压力和流量大小是通过调整压力或流量比例阀的开启度来控制调节的。然而油泵电机在恒速运转,各工序中油泵的输出功率并没有多大的变化,根据这一特性,采用SINE308系列开环矢量节能控制器调节电机(油泵)的转速,来实现对压力和流量的调节,这样既可以满足工序的要求,又可节约能源,非常经济实用。
SINE308 系列开环矢量节能控制器适用于各种液压传动控制的定量泵注塑机,根据注塑机不同的工作阶段所需的压力和流量,相应调整油泵的输出转速,达到节能的目的,其节能效果达25%~50%,具有节电率高、可靠性高、电机软起动、操作简易等特点。
1 节能原理
传统定量泵注塑机通常在需要改变负载流量和压力时,用阀门来调节,这时输入功率变化不大,大量能量以压力差的形式损耗在阀门上,产生溢流现象。SINE308系列变频器可根据注塑机当前的工作状态,如锁模、射胶、熔胶、开模、顶针等阶段对压力和速度的设定要求,自动调节油泵的转速,改变油泵的供油量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均能保持一致,保证电机在整个变化的负荷范围内的能量消耗达到所需的最小程度,彻底消除了溢流现象,并确保电机平稳、精确地运行。
使用SINE308开环矢量节能控制器同时可使注塑机油泵电机实现软起动,提高电机的功率因数cos渍,动态调整注塑机电机的输出功率等, 从而达到节能的目的。
1.1 动态功率因数补尝
无功功率不但增加线损和设备的发热量,更主要的是因为功率因数的降低会导致电网有功功率的降低。我们知道,视在功率S、有功功率P、无功功率Q的关系为
1.2 动态调节功率输出
SINE308 节能控制器可根据注塑机的流量与压力等信号,不断调整电机的转速,使电机在整个变化的负荷范围内的能量消耗达到所需的最佳值,而且确保电机平稳、精确地运行。
1.3 电机软起动
SINE308 开环矢量节能控制器采用先进的矢量变频控制技术,采用软起动方式启动电机,减缓了设备之间的机械冲击,同时降低了噪音,并可延长设备和模具的使用寿命,避免了电机在工频方式起动时较大的冲击电流。使用相同功率的电机的情况下,电机软起动在节电的同时,还可以大幅降低供电变压器装机容量的要求,由于电机通常方式运行时冲击电流大,所以对供电变压器装机容量的要求比较大。
1.4 无高压节流能量损失
利用注塑机同步信号及电气控制,根据注塑成型的工艺要求控制注塑机压力比例阀和流量比例阀,将传统的定量泵改成节能型变量泵,将通过溢流阀的回流流量降到最少,液压系统输出与整机运行所需功率匹配,无高压节流溢流能量损失。
1.5 改回流式调节为容积式调节
节能型变量泵采用的控制方式是容积式调节。
当系统处于流量控制状态时,输出流量的大小只与给定的流量控制信号有关;负载突然增加和速度变慢时(例如射胶过程填充结束转为保压时,系统进入压力控制阶段),油泵输出压力的大小只与负载的运动速度有关。所以系统的输出功率与负载所需功率一样,没有多余的能量损失。节能型变量泵的输出功率与流量和压力的乘积成正比。而原有比例阀控制的定量泵系统控制方式采用回流调节方法,无论在系统处于流量控制还是压力控制状态,油泵的输出流量都不会改变,仅通过改变比例阀的阀门开度调整压力,多余的能量通过平衡回流的方式而被浪费。
2 产品特点
矢量节能控制器的外形如图1所示,它具有以下特点。
1)磁场定向电流闭环矢量控制,电机变量完全解耦,采用美国TI公司最新款高性能32 位电机控制专用DSP,能高速、准确地完成复杂的控制算法,系统运行平稳,效率高。
2)随机载波调制静音运行。
3)AVR自动调整功能,即使输入电网存在较大波动,输出电压也会基本保持不变。
4)工频、变频自由切换,即使节能器有故障也不影响生产。
5)保护功能完善,具有故障自动复位功能,保证生产连续。
6)四信道输入,可任意组合,传感器信号0~25 V及0~5 A宽带输入。
7)压力、流量可独立调节。
8)全系列人性化设计,外型美观,结构紧凑,人机界面友好。
9)安装方便,对改造设备毋须做太大改动,即可实现节能目的。

3 压力与流量信号采集说明
要正确安装一台注塑机节能器,必须准确地找到注塑机上的比例流量、比例压力信号,以此作为节能器的输入信号。可以参照以下三种方法。
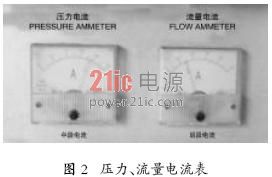
1)在比例流量、比例压力电流表上采集信号大部分注塑机上都会有这两个电流表(如图2所示),一般会装在注塑机配电箱的面板上或是配电箱里面,电流表的量程通常为0~1 A。要判断电流表是比例流量还是比例压力,可设定注塑机的一个动作参数,例如设定流量为0,压力为50,再运行这个动作,哪一个电流表指针动就说明这个电流表是比例压力表,确定比例流量表也是同样的原理。
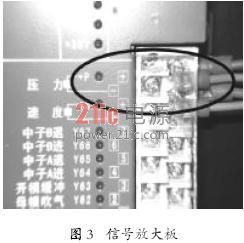
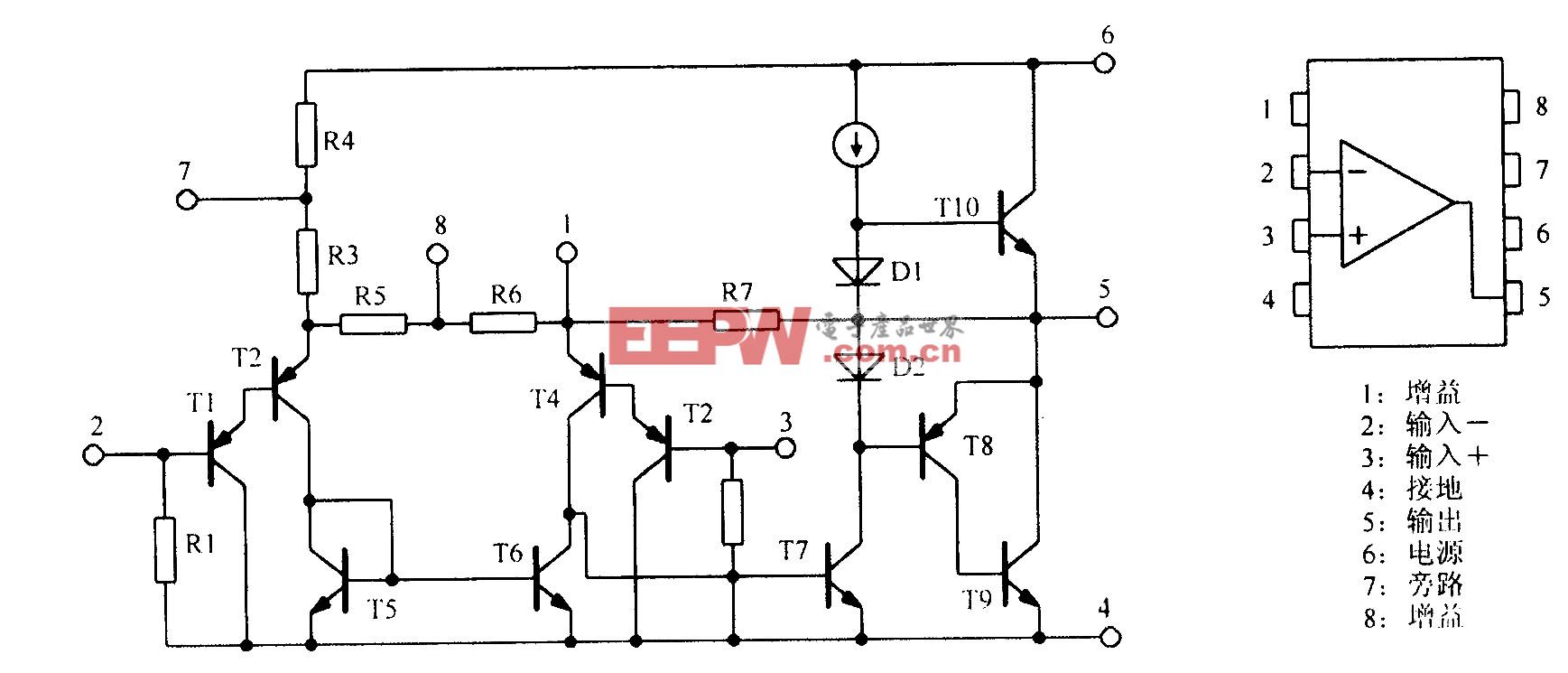
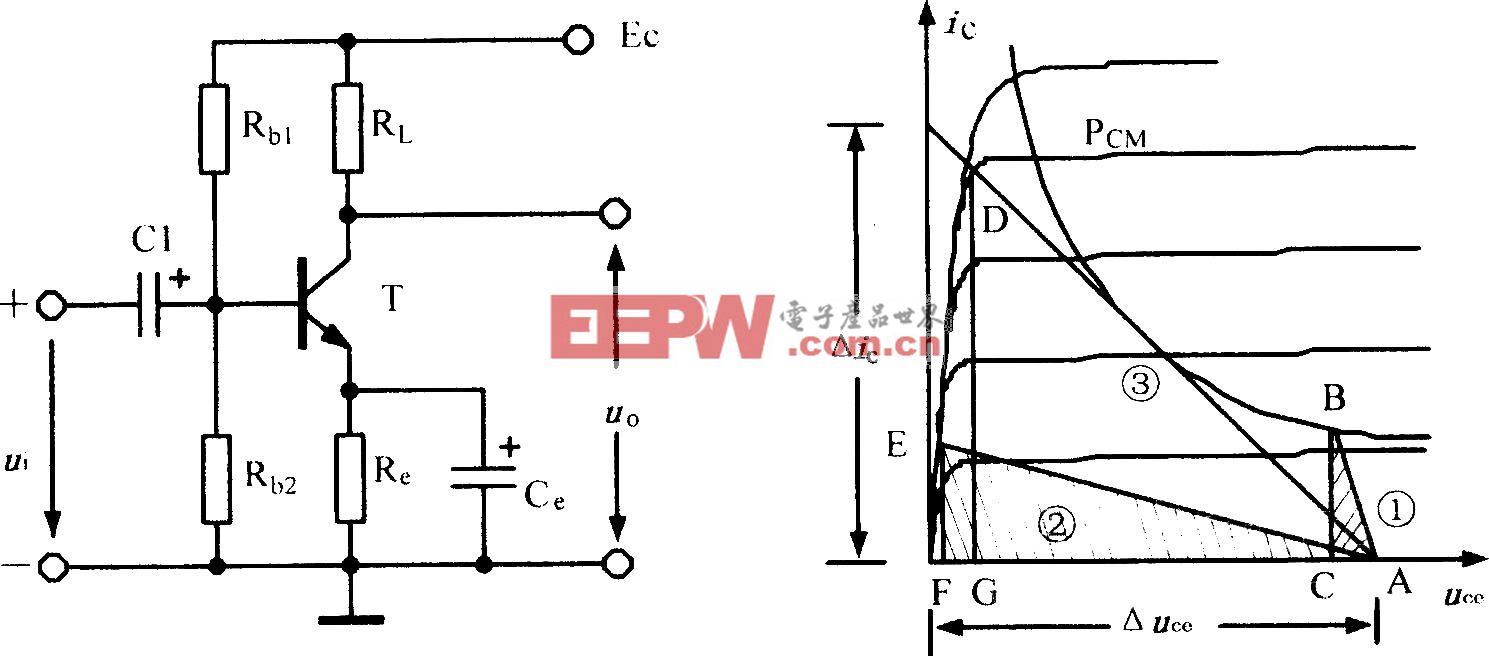
2)在比例压力、比例流量信号放大板上采集信号如图3所示在该信号放大板上可以找到压力、流量信号的放大功率三极管,也就是说有这两个功率三极管的电路板就是比例压力、比例流量信号板,且在电路接线端子处标有压力、流量英文缩写的第一个字母:压力(P+,P-),流量(S+,S-)。也可通过万用表电流挡测量判断是否为比例压力、比例流量信号。
3)在比例压力、比例流量电磁阀上采集信号此方法如图4所示,在注塑机两端的油路上会有很多电磁阀,这些电磁阀大多都是一些方向阀,与这些方向阀不同的是比例压力、比例流量电磁阀,这两个阀通常会组合在一起,从外型上看流量阀会比较大,也可通过万用表电流档测量确认是否是比例压力、比例流量电磁阀。










评论